Тема 12.Изготовление изделий каландрованием
Каландрование широко используется для получения листов, пластин, лент, профилей, а также для промазки, обкладки листов, лент, пластин и дублирование.
Каландрование- это прокатка резиновой смеси через зазор валков каландра.
Для каландрования применяют каландры, которые классифицируют по следующим признакам:
1.По числу волков (двух-валковые, трех, четырех, пяти-валковые)
2.По расположению валков в пространстве
3.По виду выполняемых операций (листовальные, обкладочные, промазочные, дублирующие, лабораторные, универсальные)
| Рис 29 -Схема каландров |
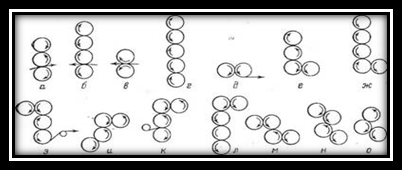 В линию вертикально выполняются двух-, трех-, четырех- и пяти-валковые каландры (рис 29 а, б, в, г), в линию горизонтально — только двухвалковые каландры (рис.29 д). L-образные каландры бывают четырех- и пяти-валковые. Различают L-образные прямые (рис.29 е, ж) и перевернутые (рис. з) каландры; Г-образные четырех- (рис. к) и пяти-валковые (рис.29 , л) каландры; каландры в виде косого Г (рис.29 и); Z-образные четырех-валковые каландры (рис.29 м); треугольные трех-валковые каландры (рис.29 о). По назначению различают каландры листовальные— для получения тонких листов и пленок — обычно четырех- и пяти-валковые (рис.29 б, е, ж, з, и, м, н); тиснильные — для тиснения поверхности пленок или листов (рис.29 в, д); дублировочные — для дублирования пропитанной ткани или листов термопластичного материала (рис.29 а, з, е, м, н); гладильные — для обработки поверхности жестких материалов (рис.29 а, в, д); отжимные — для удаления избытка пропитывающего материала, например при изготовлении специальных картонов (рис. 29 а, в, д).
В линию вертикально выполняются двух-, трех-, четырех- и пяти-валковые каландры (рис 29 а, б, в, г), в линию горизонтально — только двухвалковые каландры (рис.29 д). L-образные каландры бывают четырех- и пяти-валковые. Различают L-образные прямые (рис.29 е, ж) и перевернутые (рис. з) каландры; Г-образные четырех- (рис. к) и пяти-валковые (рис.29 , л) каландры; каландры в виде косого Г (рис.29 и); Z-образные четырех-валковые каландры (рис.29 м); треугольные трех-валковые каландры (рис.29 о). По назначению различают каландры листовальные— для получения тонких листов и пленок — обычно четырех- и пяти-валковые (рис.29 б, е, ж, з, и, м, н); тиснильные — для тиснения поверхности пленок или листов (рис.29 в, д); дублировочные — для дублирования пропитанной ткани или листов термопластичного материала (рис.29 а, з, е, м, н); гладильные — для обработки поверхности жестких материалов (рис.29 а, в, д); отжимные — для удаления избытка пропитывающего материала, например при изготовлении специальных картонов (рис. 29 а, в, д).
Для компенсации прогиба с целью получения равнотолщинного полотна применяют следующие методы (рис. 6): бомбировка валков, перекрещивание валков и контризгиб валков.
Бомбировка валков заключается в придании им бочкообразной формы. Увеличение диаметра средней части валка по сравнению с диаметром по краю обеспечивает только частичную компенсацию, поскольку прогиб зависит от величины распорного усилия. Распорное усилие определяется перерабатываемым материалом, режимом переработки, размером зазора. На заводе-изготовителе оборудования валку придается усредненная форма на основе расчетов для широкого круга материалов и режимов.
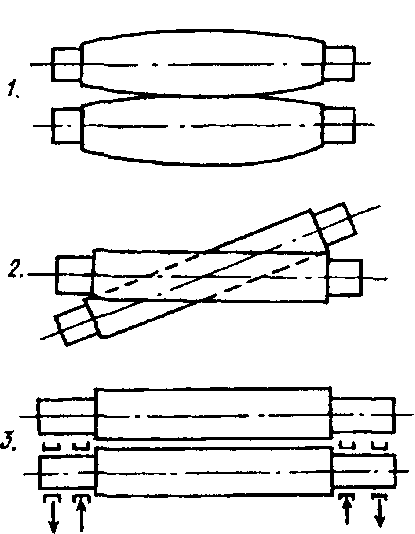 Компенсацию прогиба валков непосредственно при наладке конкретного технологического режима переработки производят при помощи предусмотренного в конструкции каландра механизма перекрещивания валков. Клинья механизма перекрещивания разводят концы крайних валков в горизонтальной плоскости. Прогиб компенсируется тем, что зазоры по краям валков становятся больше, чем в середине.
Компенсацию прогиба валков непосредственно при наладке конкретного технологического режима переработки производят при помощи предусмотренного в конструкции каландра механизма перекрещивания валков. Клинья механизма перекрещивания разводят концы крайних валков в горизонтальной плоскости. Прогиб компенсируется тем, что зазоры по краям валков становятся больше, чем в середине.
Сочетание бомбировки и перекрещивания валков является в настоящее время основным способом компенсации прогиба.
| Рис. 30 - Схемы методов компенсации прогиба валков: 1 — бомбировка валков; 2— перекрещивание валков; 3 — контризгиб валков |
Комбинация указанных методов компенсации прогиба валков позволяет довести отклонение толщины пленки по ее ширине до 1—2 мкм.

| Рис. 31 -Валки каландров: а —с центральным каналом для подвода теплоносителя, б — с периферийными каналами для подвода теплоносителя. |
Вопросы для закрепления знаний
1. Каландрование –это?
2. Классификация каландров?
3. Виды компенсации прогибов?
Дата добавления: 2017-09-19; просмотров: 570;