Причинно-следственная диаграмма
Все многообразие факторов и причин, составляющих технологический процесс можно рассматривать с помощью 4М. Поэтому процесс изготовления изделий можно рассматривать как взаимодействие 4М.
Причинно-следственную диаграмму можно представить следующим образом:
Рис. 14. Причинно-следственная диаграмма
1 — система причинных факторов;
2— основные факторы производства;
3 — оператор;
4 — материал;
5 — оборудование;
6 — методы и процессы операций;
7 — процесс взаимодействия 4М;
8 — следствие;
9 — параметры качества продукта;
10 — показатели качества;
11 — процесс контроля качества.
Для производства качественных изделий необходимо наиболее важным показателям качества (являющимся следствием) поставить в соответствие определенные факторы производства. Затем через воздействие на отрицательные факторы правильно подобранными мерами ввести процесс в стабильное состояние. Для этого необходимо хорошо понимать и контролировать зависимость между характеристиками качества (9,10) и параметрами процесса. При этом удобно использовать причинно-следственную диаграмму типа ”рыбья кость” или ”рыбий скелет”.
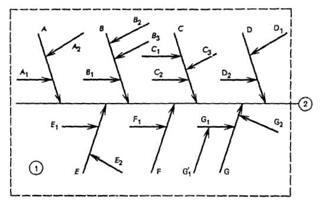
Рис. 15. Причинно-следственная диаграмма с разделением причин по уровням (для пояснения"рыбьей кости").
Все эти причины и следствия обозначают с помощью стрелок. A,B,C,D,E,F,G – ”большие кости”. Эти ”большие кости” являются следствием других причин. A1, A2,B1… - ”средние кости”. Эти ”средние кости” являются следствием других более мелких причин.  … - ”мелкие кости”.
… - ”мелкие кости”.
Поиск причин или факторов, оказывающих наибольшее влияние на разброс показателей качества изделия или на результат, называют исследованием причин.
Таким образом, причинно-следственная диаграмма позволяет выявить и систематизировать различные факторы и условия, которые оказывают наибольшее влияние на показатели качества. При построении такой диаграммы выбираются наиболее важные с технической точки зрения факторы. Для этой цели обычно используют экспертную оценку. Сложная причинно-следственная диаграмма анализируется с помощью расслоения по обязательным факторам. Причинно-следственная диаграмма для анализа дефектов сверхбольших интегральных микросхем (СБИС) приведена на следующем рисунке.
|
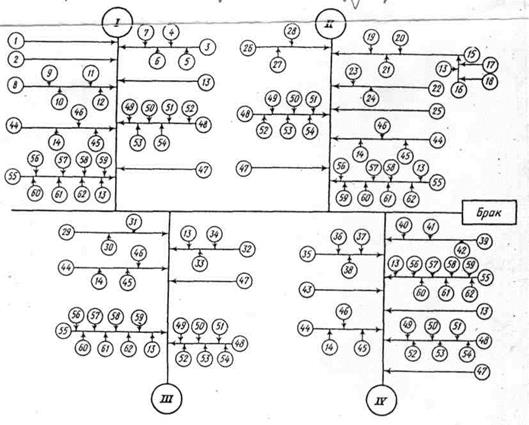
Рис. 16. Причинно-следственная диаграмма для анализа дефектов СБИС:
Большие «кости» причинных факторов:
I — этап проектирования и изготовления фотошаблонов;
II — этап переноса, совмещения и проявления рисунков фотошаблонов на подложки СБИС;
III —этап 1-й и 2-й термообработок;
IV — этап травления топологии и удаления фоторезиста маски.
Средние и малые «кости» причинных факторов:
1 - ошибки в техническом задании (Т3);
2 - невнимательность проектировщика;
3 - сбои в работе оборудования;
4 - сбои в работе генератора изображения;
5 - искажение объектива;
6 - сбои координатного стола фотоповторителя;
7 - сбои в работе ЭВС;
8 - низкое качество фотопластин;
9 - скрытые дефекты в стекле;
10 - некачественный фотоэмульсионный слой;
11 - несоответствие контрастности, разрешающей, способности и т. д. фотопластин техническому условию (ТУ);
12 - нарушение условий хранения, транспортировки и т. д. фотопластин;
13 - недостаточная производственная чистота;
14 - погрешность контрольно-измерительного оборудования;
15 - снижение качества фотошаблонов в процессе эксплуатации;
16 - загрязнение фотошаблонов;
17 - осколки кремниевых пластин;
18 - загрязнение используемыми химическими реактивами;
19 - износ фотошаблонов;
20 - повреждение маскирующего слоя при отмывке фотошаблонов;
21 - проявление заложенных скрытых дефектов фотошаблонов;
22 - погрешности контактной фотолитографии;
23 - недостаточный зазор при совмещении;
24 - слишком плотный контакт;
25 - пропущенный брак фотошаблонов;
26 - нарушение режимов проявления и экспонирования;
27 - переэкспонирование;
28 - перепроявление;
29 - несоблюдение режимов термообработок;
30 - повышенная температура 2-й сушки (расплывание фоторезиста);
31 - превышение времени сушки (растрескивание и т. д.);
32 - загрязнение подложек;
33 - попадание на подложки окалины из оборудования для сушки;
34 - несоблюдение оператором технологических норм;
35 - нарушение технологических режимов травления и удаления фоторезиста;
36 - перетравление;
37 - несоблюдение концентрации травителя;
38 - износ оборудования;
39 - ошибки технологов и операторов;
40 - ошибка в выборе методов травления и удаления фоторезиста;
41 - ошибка в выборе травителя;
42 - ошибка в выборе режимов;
43 - проявление скрытых дефектов, заложенных на предыдущих операциях;
44 - контроль;
45 - погрешности оператора;
46 - погрешности методик контроля;
47 - случайные факторы;
48 - уровень профессионализма обслуживающего персонала;
49 - обучение и практика;
50 - работает постоянно или временно;
51 - уровень мастерства;
52 - стаж работы;
53 - одежда;
54 - личные достижения;
55 - подготовка рабочего места;
56 - уборка;
57 - индикация безопасности;
58 - вентиляция;
59 - шум;
60 - освещение;
61 - температура;
62 - уровень дизайна.
Следует рекомендовать следующую последовательность построения причинно-следственной диаграммы.
1) За заданный срок собрать информацию, которая имеет отношение к браку. Выявить виды дефектов, количество этих видов и подсчитать сумму потерь, которая соответствует каждому виду.
2) С помощью диаграммы Парето или ABC – анализа оценить вклад каждого вида. Оценить вклад систематических дефектов, т. е. суммарный брак.
3) Разбить весь процесс жизненного цикла изделия на основные этапы, влияющие на появление определенных групп дефектов.
4) Построить причинно-следственную диаграмму выбранных групп дефектов.
5) Рассортировать причины на устранимые, трудно устранимые и неустранимые.
6) Подготовить и реализовать план мероприятий по исключению устранимых и уменьшению влиянию трудно устранимых причин.
7) Собрать данные за определенный срок.
8) Вновь построить диаграмму Парето и проверить эффективность разработанных мероприятий.
Дата добавления: 2017-06-02; просмотров: 932;