Фасонные поверхности
а б

 1. Радиусы вогнутых и выгнутых поверхностей увязывают с размерами нормальных фрез.
1. Радиусы вогнутых и выгнутых поверхностей увязывают с размерами нормальных фрез.
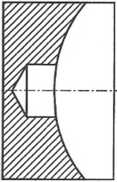
2. Конструкция вогнутой сферической поверхности должна предусматривать сквозное или глухое отверстие, чтобы при ее обработке не было нулевых скоростей резания (рис. 60.16).
Рис. 60.16. Требования к технологичности конструкции вогнутой сферической формы: а - сквозное отверстие; б - глухое отверстие
Пазы и гнезда
1. Пазы должны по возможности допускать обработку на проход.
2. Предпочтительны пазы, обрабатываемые дисковыми, а не концевыми фрезами (рис. 60.17).
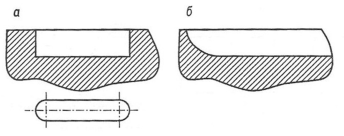
Рис. 60.17. Требования к технологичности формы пазов:
а - нетехнологично; б – технологично
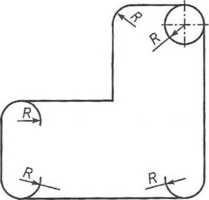
Рис. 60.18. Требования к технологичности радиусов закруглений у гнезд выемок
3. Глубину и ширину пазов выбирают в соответствии с размерами нормальных пазовых фрез.
4. Радиусы закруглений у гнезд выемок должны быть одинаковыми по всему контуру обрабатываемой поверхности и соответствовать размерам нормальных пазовых фрез (рис. 60.18). Приведенные правила и рекомендации носят общий характер. Для деталей, обрабатываемых на станках с ПУ, агрегатных станках, автоматических линиях существуют дополнительные рекомендации.
Корпусные детали
1. Корпусные детали должны иметь хорошо развитые опорные технологические базы, обеспечивающие надежное жесткое крепление детали в процессе механической обработки с расположением этих баз в одной плоскости.
2. При наличии соосных отверстий на нескольких осях целесообразно предусматривать убывание диаметров отверстий в одном направлении на всех осях. Отверстие в детали (рис. 60.19) можно обрабатывать только с поворотом детали, сначала обрабатывают отверстия, расположенные на одной оси, после поворота - отверстия, расположенные на другой оси. Поворот детали увеличивает погрешность в относительном расположении отверстия. В технологичной конструкции этот недостаток устранен.
а 6
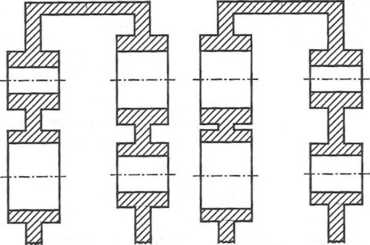
Рис. 60.19. Требования к технологичности к конструкций соосных отверстий:
а - нетехнологично; б - технологично
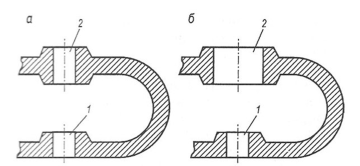
3. Внутренние торцевые поверхности должны быть легко доступны для обработки (рис. 60.20). Внутренний торец 1 обрабатывается через отверстие 2 зенкером, насаживаемым на оправку, что при небольшом отверстии 2 менее производительно. С увеличением диаметра отверстия указанный торец можно обрабатывать на предварительно настроенном станке с высокой производительностью.
Рис. 60.20. Требования к технологичности конструкции внутренних торцовых поверхностей:
а-нетехнологично; б—технологично
Дата добавления: 2017-06-02; просмотров: 529;