Тема 3.7. Агрегаты для термической обработки.
Агрегаты для термической и химико-термической обработки. В термических цехах массового или крупносерийного производства оборудование (печи, закалочные баки, моечные машины и др.), связанное общим производственным циклом, устанавливается один за другим в порядке последовательности операций, и составляют, таким образом, агрегат для термической или химико-термической обработки.
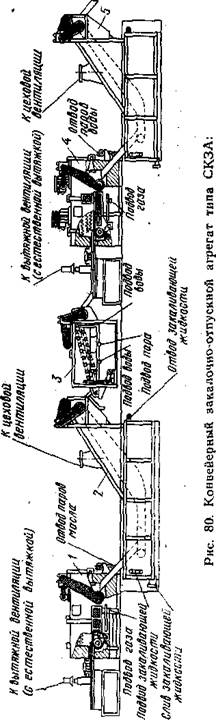
Конвейерные закалочно-отпускные агрегаты типа СКЗА состоят: из закалочных конвейерных электропечей типа СКЗ, закалочных баков, моечных машин, отпускных конвейерных электропечей типа СКЗ (для высокого отпуска) или СКО (для низкого отпуска) и баков для охлаждения после отпуска.
Конвейерный закалочно-отпускной агрегат типа СКЗА показан на рис. 80. На агрегатах обрабатываются детали массой до 3 кг. Нагрев под закалку ведется в эндотермической атмосфере, высокий отпуск — в экзотермической атмосфере, а низкий отпуск — в воздушной среде. Производительность агрегатов от 50—80 до 1500-—2400 кг/ч. Существует несколько схем компоновок агрегатов:
М-01 — нагрев под закалку, закалка в масле, промывка, высокий отпуск с последующим охлаждением или низкий отпуск;
М-02 — тот же цикл, но без промывки деталей;
М-03 — тот же, что и для М-01, только вместо закалочного масляного бака (БКМ) ставят водяной (БКБ). Высота загрузки в поддоне ; составляет 0,5-0,8м.
Каждый агрегат имеет маслоохладительную установку.
Аналогично конвейерным агрегатам комплектуются и толкательные закалочно-отпускные агрегаты с электропечами. Индекс агрегатов СТЗА. Производительность агрегатов от 150 до1800 кг/ч.
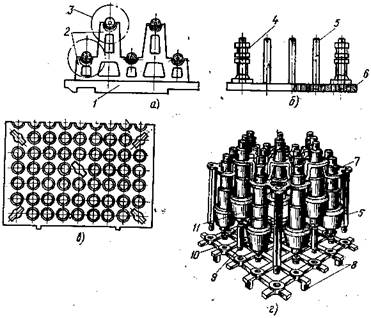
Рис 82. Приспособление для газовой цементации и нитроцементации:
а – для зубчатых колес, б — для блока зубчатых колес, в — для рессорных пальцев, г — для зубчатых валиков
Толкательные агрегаты для газовой цементации и нитроцементации. Предназначены для массового и крупносерийного производства.
Индекс агрегата СТЦА. Применяются в автомобильной, тракторной,
подшипниковой и других отраслях машиностроения.
Все агрегаты классифицируются по использованию тепловой энергии — на газовыеи электрические, по конструкции печей — на муфельные и безмуфельные и по компоновке оборудования — на прямоточные и П-образные.
Агрегаты состоят из муфельной цементационной печи, закалочного бака, моечной машины и отпускной печи.
Дальнейшее развитие агрегатов для газовой цементации и нитроцементации привело к созданию безмуфельных прямоточных агрегатов, работающих на газообразном топливе и электроэнергии.
 В агрегатах, работающих на газообразном топливе, сжигание газа происходит в радиационных трубках.
В агрегатах, работающих на газообразном топливе, сжигание газа происходит в радиационных трубках.
Агрегат состоит из безмуфельной печи для газовой цементации ели нитроцементации, механизированного закалочного масляного бака, моечной машины, отпускной печи с циркуляцией воздуха и камеры охлаждения поддонов с деталями после отпуска. Производительность агрегата 150—700 кг/ч. Все операции, кроме загрузки и выгрузки, механизированы. Современные агрегаты имеют в основном П-образную форму.
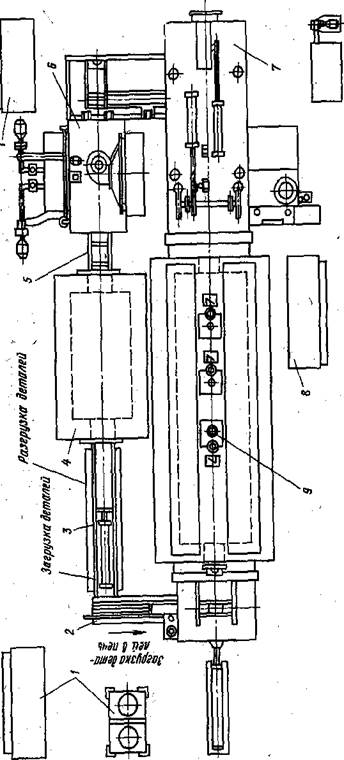
Схема компоновки толкательного агрегата показана на рис. 81. Загрузка деталей производится на поддоны и специальные приспособления.
На рис. 82 показаны приспособления для химико-термической обработки в толкательных печах.
Для уменьшения деформаций и коробления большое значение имеют правильно выбранные й изготовленные приспособления.
На рис. 82, а показано приспособление для нитроцементации зубчатых колес 3 в муфельных и безмуфельных агрегатах. Приспособление состоит из поддона /, кронштейна 2 и валиков. На рис. 82, б показан общий вид приспособления для цементации блока зубчатых колес. Детали 4 надеваются на жароупорные штыри 5, прикрепленные к плите 6. Приспособление устанавливается на поддон. На рис. 82, впоказано приспособление для цементации рессорных пальцев.
Зубчатые валики цементируются в универсальных приспособлениях (рис. 82, г). Валики // устанавливают вертикально на решетке 10, имеющей по углам центрирующие штыри 9. Штыри входят в соответствующие углубления поддона. Валики центрируются кольцами 7. Выступами 8 приспособление устанавливается на поддон.
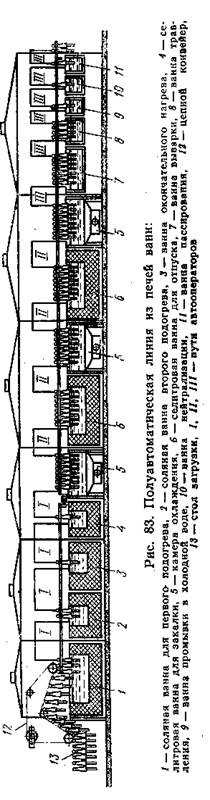
Для термической обработки инструментов применяют агрегаты с печами-ваннами. В качестве транспортного устройства используются горизонтальные и вертикальные конвейеры и автооператоры с программным управлением.
Схема агрегата или полуавтоматической линии с использованием автооператора для термической обработки инструментов показана на рис. 83. Автооператор представляет собой сварную тележку со штангой и траверсой и с двумя электрическими приводами горизонтального и вертикального перемещения. Он может совершать горизонтальные движения по реечному пути, а также поднимать и опускать штангу с траверсой. Перемещение подвесок в ваннах происходит при помощи штангового конвейера от пневмопривода. Перенос из ванны в ванну производится автооператорами.
 |
Тема 3.7 Дополнительный материал.
Дата добавления: 2017-05-18; просмотров: 2324;