Печи с пульсирующим подом.
Печи с пульсирующим подом применяют для нагрева под закалку мелких деталей — шпилек, болтов, шариков, подшипников колец и др.
Пульсирующий под представляет собой лоток, который лежит на специальных катках, вмонтированных в кладку печи. Лоток имеет возвратно-поступательное движение. Дойдя до упора, лоток резко (с ударом) останавливается, а находящиеся на нем детали по инерции продолжают перемещаться в направлении движения на небольшую длину. После этого цикл повторяется. Пульсирующий механизм приводится в движение от электродвигателя через редуктор и вариатор скоростей, дающий возможность изменять продолжительность цикла.
Вместо пульсирующего пода можно применять пульсирующий муфель, позволяющий использовать защитную атмосферу. Нагревательные элементы в этих печах располагаются под пульсирующим подом и в пазах боковых стенок.
Печи с электрическим обогревом имеют индекс СИЗ. Мощность печей от 12 до 160 кВт, производительность 20—250 кг/ч. Время нахождения деталей в печи 10—90 мин, расход газа в пределах 5—50 м3/ч. Схема устройства печи с пульсирующим подом показана на рис. 6.
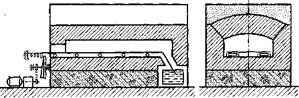
Рис. 6. Схема устройства печи с пульсирующим подом
Тема 3.6. Толкательные и конвейерные печи.
План:
1. Толкательные печи:
· общие сведения (назначение; виды)
· типовые схемы
2. Назначение и виды радиационных труб
3. Конвейерные печи:
· общие сведения (назначение; виды)
· типовые схемы
· типы конвейерных лент
Контрольные вопросы
1. Каковы назначение и область применения толкательных печей?
2. Охарактеризуйте принцип движения заготовок в толкательной печи
3. Какая производительность , достоинства и недостатки толкательных печей?;
4. Каково назначение радиационных труб. Какие виды и особенности конструкции?
5. Каковы назначение и область применения конвейерных печей?
6. Назовите виды конвейерных печей. Какие виды конвейерной лент вы знаете?;
Тема 3.6. Толкательные и конвейерные печи.
Толкательные печи.
В этих печах передвижение деталей происходит циклично, прерывисто и осуществляется толкателем. Эти печи, относящиеся к печам непрерывного действия, нашли широкое применение в массовом производстве (автомобильной, тракторной и других отраслях промышленности) и используются для различных видов термической и химико-термической обработки.
· Работа на печах осуществляется на мазуте, газе и электроэнергии.
· Толкательные печи для газовой химико-термической обработки могут быть муфельные и безмуфельные. Недостатки муфельных печей: высокая стоимость и небольшой срок службы муфеля, а также трудоемкий ремонт печей. Детали укладываются на поддоны или подставки (башмаки) и перемещаются толкателями.
Технология термической и химико-термической обработки в толкательных печах состоит из следующих операций: подготовки деталей (мойка, сушка), нагрев до заданной температуры, выдержка при заданной температуре, охлаждение, очистка от закалочных сред (мойка, сушка).
В печах отечественного производства применяют в основном поддоны двух типоразмеров 0,5X0,5 (для химико-термической обработки, закалки и отпуска машиностроительных деталей) и 0,8X0,8 м для отжига отливок и поковок.
Пламенные толкательные печи, предназначенные для работы обычной атмосферой, обозначаются индексом ТТО, а с контролируемой атмосферой — ТТЗ. Предельная температура в печах ТТО 1150° С, а в печах ТТЗ 950° С. Производительность печей при за-калке, отжиге и нормализации 170—4350 кг/ч, при отпуске и нитро-цементации 130—4800 кг/ч, при цементации 60—2400 кг/ч.
Электрические толкательные печи, предназначенные для работы с обычной атмосферой, обозначаются индексом СТО, с контролируемой атмосферой — СТЗ, для цементации — СТЦ.
Конструктивно толкательные электропечи изготовляют:
- однопутные 600, 800 и 1200мм;
- двухпутные 2X600 и 2x800 мм.
Со стороны загрузки в печах установлены предварительные камеры, а со стороны разгрузки — гидравлические затворы или перепускные камеры для перепуска поддонов. Загрузка и выгрузка деталей механизированы. Производительность печей от 150 до 1800 кг/ч. Мощность печей от 35 до 580 кВт.
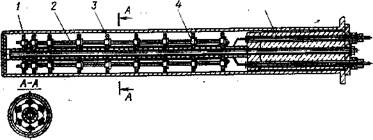
На рис. 1 (72) представлена безмуфельная двухрядная толкательная электропечь сопротивления для газовой цементации типа СТЦ. Безмуфельная печь имеет плотно сваренный каркас, внутри которого расположена рабочая камера. Газонепроницаемость обеспечивается дополнительными масляными затворами. По длине печи имеются четыре температурные зоны: нагрева, цементации, охлаждения и выравнивания температуры.
В качестве топлива применяется городской газ, который сжигается в горизонтальных радиационных (излучающих) трубках, расположенных под подом и у свода печи.
Цементация производится смесью природного и эндотермического газа (95—97% эндогаза и 3—5% городского газа). Газ циркулируется вентиляторами. Все операции, кроме загрузки деталей на поддоны, автоматизированы. Поддоны в печи передвигаются по жаропрочным направляющим. Поддоны жаропрочные размером 50X250X70 мм. В камере подстуживания цементованные детали охлаждаются от температуры цементации 930° С до 850—870° С. Время пребывания деталей в печах при глубине цементованного слоя 0,9—1,2 мм и температуре 1050° С от 4 до 12 ч.
Преимущества безмуфельной печи: равномерность нагрева деталей, снижение их коробления, сокращение расхода жаропрочных сталей.
 Применение контролируемой атмосферы и её циркуляции обеспечивают получение светлой поверхности деталей. Печи используются для светлой закалки, отжига, нормализации, цементации и нитроцементации.
Применение контролируемой атмосферы и её циркуляции обеспечивают получение светлой поверхности деталей. Печи используются для светлой закалки, отжига, нормализации, цементации и нитроцементации.
Средняя производительность печи при закалке 250—300 кг/ч.
Различают два вида радиационных труб: с горизонтальным и вертикальным расположением в рабочем пространстве печи.
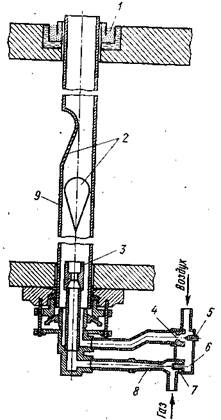
Горизонтально расположенные U-образные радиационные трубы имеют элептическое сечение 88X170 мм (рис. 2). Вертикальные радиационные трубы имеют диаметр 102 мм и рабочую длину 170мм (рис. 3). Для лучшего смещения газа с воздухом на вертикальных трубах делается две вмятины, которые турбулизируют поток, что обеспечивает более полное сжигание газа и выравнивание накала трубы по длине.
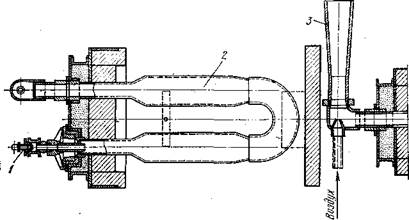
Рис. 2. Горизонтальная U-образная радиационная труба:
/ — горелка, 2 — труба. 3 — эжектор (насос для создания разряжения в трубе и заса-
сывания воздуха в горелку)
Для увеличения стойкости труб требуется тщательная регулировка горелочных устройств.
Для снижения температуры отходящих газов устанавливают рекуператоры на выходе продуктов сгорания из радиационной трубы. Это позволяет повысить к. п. д. трубы в результате нагрева воздуха, поступающего для сжигания газа, и повысить стойкость труб в местах прохождения через кладку печи. Для получения газовоздушной смеси, сжигаемой в радиационных трубах, нашли широкое распространение инжекционные горелки.
Радиационная труба с электронагревательным элементом показана на рис. 4. Мощность нагревателя 3—5 кВт.
|
Конвейерные печи.
В конвейерных печах передвижение деталей осуществляется на конвейере, изготовляемом в виде жаропрочных цепей (цепной конвейер), штампованных звеньев (панцирный конвейер), металлической сетки (сетчатый конвейер) и пластинчато-стержневой ленты. Конвейерная лента движется по направляющим (рис. 5), уложенным на поду печи. Движение конвейерной ленты осуществляется через ведущий барабан. Конвейерная лента натягивается с помощью груза или пружины. Конвейеры изготовляют из жаропрочных сплавов. В закалочных печах применяют цепной, панцирный или пластинчатый конвейер, а в отпускных печах —цепной, пластинчатый или сетчатый.
Для нормализации и высокого отпуска осевых деталей применяется подвесной конвейер. Детали подвешивают к кареткам, Движущимся вместе с конвейером. Трасса конвейера проходит через камеры и печное пространство. Привод от электродвигателя постоянного тока обеспечивает в широких пределах регулировку скорости конвейерной ленты. Конвейерные печи могут работать на мазуте, газе и электроэнергии.
| Рис. 3. Вертикальная радиационная труба: 1 — песочница, 2 —вмятина, 3 —горелка, 4 —воздушное сопло, 6 — регулирующий винт, 6 — воздушная коробка, 7 — воздушное сопло, 8—инжектор, 9 — радиационная труба |
Электрические конвейерные закалочные печи обозначаются индексом СКЗ, а конвейерные печи для низкого отпуска обозначаются индексом СКО.
В печах для закалки используется защитная атмосфера — эндогаз с расходом от 10 до 50 м3/ч. Температура нагрева до 900° С, В печах для низкого отпуска атмосфера окислительная. Максимальная температура 350" С. Печи для высокого отпуска рассчитаны для работы до 700° С.
| Рис. 4. Радиационная труба с электрообогревом: 1 — труба, 2—нагревательный элемент, 3 — шайба, 4 — изолятор, 5 — пробка |
 Ведущий зубчатый барабан конвейера расположен на разгрузочной стороне, а ведомый — со стороны загрузки. Конвейер приводится в действие от двигателя постоянного тока, что позволяет плавно регулировать его скорость. Нагреватели из нихромовой проволоки расположены на поду, своде, боковых стенках и на торцовой стенке со стороны разгрузки. Производительность печей 80—3600 кг/ч. Мощность печей для закалки 30—850 кВт, для высокого отпуска 20—700 кВт, для низкотемпературного отпуска 15—360 кВт.
Ведущий зубчатый барабан конвейера расположен на разгрузочной стороне, а ведомый — со стороны загрузки. Конвейер приводится в действие от двигателя постоянного тока, что позволяет плавно регулировать его скорость. Нагреватели из нихромовой проволоки расположены на поду, своде, боковых стенках и на торцовой стенке со стороны разгрузки. Производительность печей 80—3600 кг/ч. Мощность печей для закалки 30—850 кВт, для высокого отпуска 20—700 кВт, для низкотемпературного отпуска 15—360 кВт.
Общий вид закалочной конвейерной электропечи СКЗ-4.30.1/9 показан на рис. 6 Конвейерная отпускная электрическая печь с подвесным конвейером показана на рис. 7.
Корзины с деталями массой 15—25 кг подвешивают на крюках в цепи конвейера. Время прохождения корзин через отпускную печь 60—90 мин. Температура в печи 160—200° С. Скорость движения конвейера от 200 до 1020 мм/мин. Производительность печи от до 1800 кг/ч. Длина печи 12 м. Установленные вентиляторы создают циркуляцию горячего воздуха.
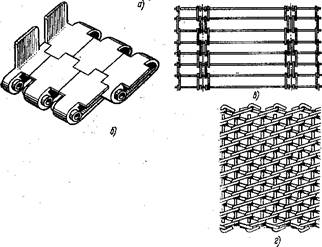 |

| Рис. 5. Типы конвейерных лент: а — цепные, б — панцирные, в — пластничато-стержневые, г — сетчатые |
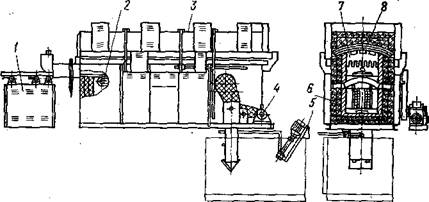
Рис. 6. Общий вид конвейерной электропечи СКЗ-4.ЗО.1/9;
1 — механизм загрузки, 2— конвейерная лента, 3 —пожух, 4 — привод, 5 — маслонасосная установка. 6 — футеровка, 7 —нагреватели, 8 — крышка
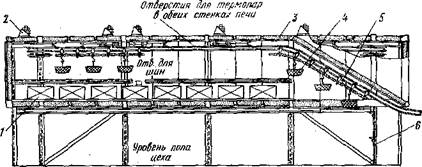
Рис. 7. Конвейерная отпускная электропечь с подвесным цепным конвейером;
1 — нагревательные элементы, 2 — вентилятор, 3—теплоизоляция, 4— сетчатая корзина,
5 —цепной конвейер, 6—металлическая конструкция
Дата добавления: 2017-05-18; просмотров: 2369;