Камерные печи с конвейерным подом.
Для светлой закалки, газовой цементации и нитроцементации находят широкое применение газовые камерные печи с конвейерным подом (рис. 2). Печь состоит из каркаса 3, сваренного из листовой стали. Футеровка 6 печи выполнена из специального высокоогнеупорного кирпича. В печи имеется две камеры — камера нагрева 4 и камера охлаждения, имеющая заслонку 8. Все операции по загрузке деталей в печь, передаче их из печи в камеру охлаждения механизированы.
Принцип работы: Поддон с деталями устанавливается на столик и после поднятия заслонки 2 при помощи подъемника 1 проталкивается в камеру нагрева. После нагрева и выдержки открывается промежуточная заслонка 11 и поддон с цепным конвейером 12 подается на стол 9 закалочного бака 10. Далее подъемник 7 с поддоном опускается в закалочный бак для непосредственной закалки деталей. После закалки открывается заслонка 8 и камера разгружается. Процесс повторяется снова. Для лучшей циркуляции газа в рабочей камере печь снабжена вентилятором 5, закалочный бак изолирован от соприкосновения с воздухом и оснащен автоматическим устройством для поддержания постоянной температуры закалочной среды.
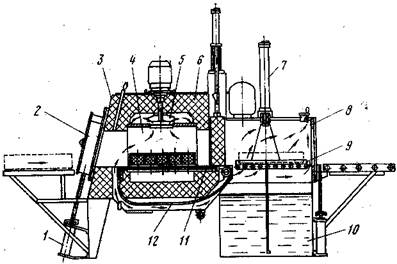
Рис. 2. Схема газовой камерной печи с конвейерным подом
Печь обогревается радиационными трубами, в которых сжигается природный газ. Отработанные газы выводятся в свечу. Максимальная температура в печи 1050°С, производительность 125 кг/ч, расход газа 30—35 м3/ч, расход карбюризатора (смесь природного газа с эндотермическим) — 3—3,5 м3/ч.
Барабанные печи.
Применяют для термической обработки мелких деталей и деталей шарико- и роликоподшипников во вращающемся барабане.
Барабанные печи с газовым и электрическим нагревом изготовляются непрерывного и периодического действия.
Роль муфеля выполняет барабан. Барабанные печи непрерывного действия имеют шнековое устройство для продвижения деталей.
В печах периодического действия загрузка и выгрузка производятся одновременно, и надобность в шнековом устройстве отпадает. По окончании цикла термической обработки барабан наклоняется и все детали высыпаются в бак или приемную емкость. Газовые барабанные печи имеют индексы ТБЗН — с защитной атмосферой непрерывного действия, и ТБЗП — периодического действия. Барабан (муфель) печи и шнековое устройство изготовляют из жаростойкой стали. Барабанные электрические печи имеют индекс СБЦ и СБЗ — с цементационной и защитной атмосферой, СБО — для низкого отпуска.
В барабанных печах в результате непрерывного перемешивания обрабатываемых деталей обеспечивается высокое и стабильное качество обработки. В печах СБЗ и СБО обрабатывают детали мае- •; сот до 0,3 кг, производительность печей от 15 до 240 кг/ч.
В печах СБЦ обрабатывают детали массой до 0,3 кг. Производительность печей 5—8 кг/ч. Электрическая барабанная печь типа СБЗ показана на рис. 3.
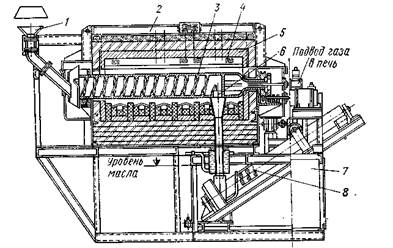
Рис. 3. Электрическая барабанная печь типа СБЗ
1 — загрузочное устройство, 2 — крышка, 3 — барабан (муфель), 4 — нагрева»тельные элементы, 5 — футеровка, 6 — выгрузочное отверстие, 7 — закалочный бак, в — шнековое устройство
Карусельные печи.
 Карусельные печи работают на мазуте, газе и электроэнергии. Эти печи используются в массовом производстве. Газовые карусельные печи с вращающимся подом обозначаются ТАЗК (Т — термическая пламенная, А — с вращающимся подом, 3 — с защитной атмосферой, К — под кольцевой). Электрические карусельные печи обозначают САЗ (С — нагрев сопротивлением, другие буквы имеют то же значение, что и для газовых печей).
Карусельные печи работают на мазуте, газе и электроэнергии. Эти печи используются в массовом производстве. Газовые карусельные печи с вращающимся подом обозначаются ТАЗК (Т — термическая пламенная, А — с вращающимся подом, 3 — с защитной атмосферой, К — под кольцевой). Электрические карусельные печи обозначают САЗ (С — нагрев сопротивлением, другие буквы имеют то же значение, что и для газовых печей).
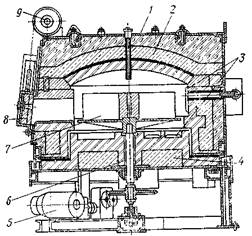
Общий вид карусельной электропечи САЗ-11.5.3/10 приведен на рис. 4. Мощность печи 40 кВт. Печь предназначена для нагрева до 950° С в контролируемой атмосфере стальных деталей под закалку. Под печи вращения с такой скоростью, чтобы за один оборот деталь успела полностью прогреться.
| Рис. 4 Карусельная электропечь типа САЗ-11.5.3/10: 1 — кожух, 2 — футеровка, 3 — электронагреватели, 4 — вращающийся под, 5 — механизм вращения пода, б — вал, 7 — сталь, 8 — дверца, 9 — механизм подъема дверцы |
Основание печи имеет два слоя: легковесный шамотный кирпич и ультралегковес. Стены и свод футерованы в три слоя: легковесный шамот, ультралегковес и минераловатные плиты. Продолжительность нагрева деталей 14—60 мин. Для предохранения от попадания воздуха в печь через загрузочный проем у дверцы имеется газовая завеса. Вращение пода производится через коническую зубчатую передачу. Привод состоит из электродвигателя постоянного тока и двух редукторов. Нагревательные элементы изготовлены из проволоки 09 мм сплава Х27Н70ЮЗ. Газ подается из городской сети или другого источника. Расход газа 15 м3/ч, производительность печи 100 кг/ч. Недостатки карусельных печей: трудность создания герметичности и равномерной температуры в рабочем пространстве печи, трудно механизировать загрузку и выгрузку.
Дата добавления: 2017-05-18; просмотров: 1944;