P-n өткелдің тесілуі
Тесілу дегеніміз кернеуді елеусіз арттырғанда кері кедергінің кенеттен азайып кері токтың артуы. Тесілудің екі түрі болады:
а) жылулық – өткелдегі бөлінген қуат қоршаған ортаға таралатын қуаттан көп болғанда, яғни жылуды сыртқа шығару жеткіліксіз болу нәтижесінде орын алады. Тесілу қайтымсыз болса, аспап істен шығады;
б) электрлік тесілу жабушы қабаттағы кернеуліктің артуымен байланысты.
Электрлік тесілу екі түрге бөлінеді:
 а) көшкіндік тесілу қарқынды ионизация әсерінен пайда болатын күшті электр өрісінде тасушылардың көбеюімен байланысты. Енді өткелдерде орын алады.
а) көшкіндік тесілу қарқынды ионизация әсерінен пайда болатын күшті электр өрісінде тасушылардың көбеюімен байланысты. Енді өткелдерде орын алады.
Ток I=I0∙M,
мұндағы M – соққылық ионизация немесе көбею еселігі;
М=1/[1-(Uкер/Uм)n],
мұнда Uм – құйындық тесілу кернеуі;
n = 3 – 5 материалға байланысты;
б) туннельдік тесілу (зенерлік) тар өткелдерде орын алады. Қоспа концентраиясы жоғары шала өткізгіштерде өріс кернеулігінің әсерінен туннельдік тесілу туындайды, яғни электрондардың потенциалдық тосқауылдан қосымша энергия жұмсамай өтіп кетуі (егер тосқауыл қалыңдығы аз болса). Туннельдік эффект кері және аз шамадағы тура кернеулерде, өткізу аймағының түбі валенттік аймақ төбесінен төмен болған жағдайда мүмкін.
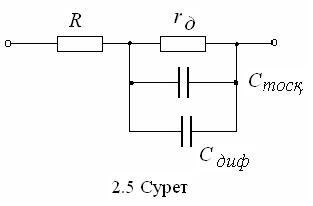
2.7 p-n өткелдің эквиваленттік сұлбасы
2.5-суретте p-n өткелдің эквиваленттік сұлбасы көрсетілген.
Мұндағы R – шала өткізгіштің омдық кедергісі; rд – дифференциалдық кедергі; Cтосқ – тосқауылдық сыйымдылық; Cдиф – p-n өткелдің диффузялық сыйымдылығы.
2.8 p-n өткелдері жасау әдістері
2.8.1 Балқыту әдісі:
а) жазықтық (2.6,а -сурет).
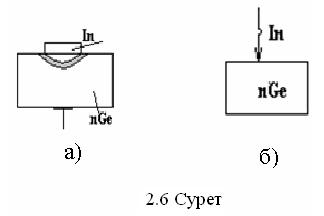 nGe пластинасына индий (In) таблеткасы қондырылады да 850оС-ге дейін қыздырылады. Ауданы үлкен айқын өткелді және тосқауылдық сыйымдылығы Стосқ жоғары p-типті германий алынады. Мұндай аспаптың жұмыс істеу жиіліктері төмен;
nGe пластинасына индий (In) таблеткасы қондырылады да 850оС-ге дейін қыздырылады. Ауданы үлкен айқын өткелді және тосқауылдық сыйымдылығы Стосқ жоғары p-типті германий алынады. Мұндай аспаптың жұмыс істеу жиіліктері төмен;
б) нүктелік (2.6,б -сурет).
nGe пластинкасына ине тәрізді индий (In) талшығы орнатылады да, ток импульсі жіберіліп, иненің ұшы балқығанда нүктелік өткел пайда болады. Өткелдің ауданы және тосқауылдық сыйымдылығы аз, жұмыс істеу жиілігі жоғары.
2.8.2 Диффузия әдісі
Қоспа атомдарын газ тәріздес немесе сұйық фазадан шала өткізгішке диффузиялық жолмен ендіру арқылы жүзеге асырылады. Қоспа концентрациясы экспонента бойынша біртіндеп кемиді.
2.8.3 Эпитаксиалдық өсіру әдісі
Қажетті өткізгіштік типті жұқа қабықтар кезекпен өсіріледі.
2.9 Өткелдің басқа түрлері
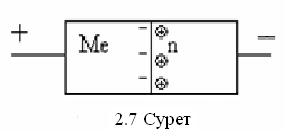
2.9.1 Метал мен шала өткізгіштің беттесуі
Беттесулерді түзеткіш және түзетпейтін деп ажыратады. Беттесу түрі металдан (jМе) және шала өткізгіштен (jп) шығу жұмыстарының қатынасымен анықталады. Қатты денеден шығу жұмысы – бұл электронды Ферми деңгейінен вакуумға өткізу үшін жұмсауға қажетті жұмыс.
n-шала өткізгіштер үшін қарастырайық:
а) jМе > jп болғанда, шығу жұмыстарының шамаларының айырмашылығынан беттер арасында потенциалдар айырмасы n jMn= jМе – j пайда болады. Электрондар шала өткізгіштен металға өтеді. Метал электрондар есебінен теріс зарядталады, ал шала өткізгіште беттесу қабатында донорлардың көлемдік оң заряды түзіледі – заряд тасушылар саны азайған облыс, яғни жабушы қабат. Ол бүкіл жүйенің кедергісін анықтайтын жоғары кедергіге ие. Бұл беттесу Шоттки барьері деп аталады.
Егер металға оң (2.7-сурет), ал n-шала өткізгішке – теріс потенциал берсек, n-шала өткізгіштегі электрондар өткелге қарай қозғалады, потенциалдық тосқауыл деңгейі jК төмендейді. Егер берілген кернеудің полюсін өзгертсек, электрондар өткелден кері қарай қозғалады, ал потенциалдық тосқауыл деңгейі jК өседі . Яғни беттесу біржақты өткізгіштікке ие болады. Мұндай беттесу металды шала өткізгішке вакуумда тозаңдандыру әдісімен орындалады;
 б) jМе < jn болса, электрондар металдан шала өткізгішке ауысады. Беттесу қабатында электрондардың үлесі өседі , яғни қабат заряд тасушылармен байытылады да, оның кедергісі төмендейді. Жүйенің жалпы кедергісі шала өткізгіштің бейтарап қабатының кедергісімен анықталады және берілетін кернеудің шамасы мен полюстерінің орналасу тәртібіне тәуелсіз. Мұндай түйісу түзетпейтін немесе омдық деп аталады.
б) jМе < jn болса, электрондар металдан шала өткізгішке ауысады. Беттесу қабатында электрондардың үлесі өседі , яғни қабат заряд тасушылармен байытылады да, оның кедергісі төмендейді. Жүйенің жалпы кедергісі шала өткізгіштің бейтарап қабатының кедергісімен анықталады және берілетін кернеудің шамасы мен полюстерінің орналасу тәртібіне тәуелсіз. Мұндай түйісу түзетпейтін немесе омдық деп аталады.
Омдық түйісу
Омдық түйісулер шала өткізгішті сыртқы ток өткізуші бөліктермен байланыстыруға қажет. Оларға қойылатын негізгі талаптар:
а) инжекция болмау керек;
б) түзету әсері болмау керек;
в) кернеу түсуінің шамасы мейлінше аз болу керек;
г) вольт-амперлік сипаттама сызықты болу керек.
Беттесуді даярлау үшін мынандай қабаттардан тұратын күрделі құрылымды пайдаланады: қоспалар үлесі төмен шала өткізгіш, қоспалар үлесі жоғары шала өткізгіш және метал. Мұндағы метал, түйісудегі потенциалдар айырмасы jк мейлінше аз болатындай етіп таңдалады. Бірақ, өткелдің заряд тасушылар үлесі жоғары және ені тар болуына байланысты олар туннель арқылы өткендіктен, jк-нің үлкен мәндерінде де түзету болмауы мүмкін.
2.9.2 Гетероөткелдер рұқсат етілмеген аймақтарының ені әр түрлі екі шала өткізгіштен түзіледі. Мысалы, германий – галий арсениді, галий арсениді – мышьяк тәрізді индий, германий – индий.
Тепе-теңдік күйде Iөтк = 0. Электрондар мен кемтіктер үшін потенциалдық тосқауылдар шамасы әр түрлі болғандықтан, тура ығысу рұқсат етілмеген аймағының енді шала өткізгіштен кемтіктердін тиімді инжекциялануын туындатады. Гетероөткелдегі инжекцияның бұл ерекшелігі (асқын инжекция) оны тиімді инжектор ретінде пайдалануға мүмкіндік береді.
Дата добавления: 2017-04-20; просмотров: 2142;