Электролиз с твердым катодом и фильтрующей диафрагмой
В первых конструкциях промышленных электролизеров неподвижный электролит разделялся пористой диафрагмой на катодное и анодное пространство. Такая электрохимическая система не дает возможности осуществить производства хлора, каустической соды со стабильными выходами по току, т.к. в этом случае невозможно предотвратить диффузию и электроперенос гидроксильных ионов, накапливающихся в катодном пространстве, в анодное, что приводит к падению выхода по току.
Предотвращение этих потерь может быть обеспечено при электролизе с пористой диафрагмой и твердым катодом при осуществлении принципа противотока, т.е. непрерывной подачи электролита в анодное пространство и фильтрации его через диафрагму в катодное пространство навстречу гидроксид-ионам (рис. 8.1а).
При этом направление движения электролита в порах диафрагмы будет противоположным направлению движения ионов ОН-, скорость подачи электролита в электролизер (скорость противотока) равна или больше скорости электролитического переноса и диффузии ионов гидроксила из катодного пространства
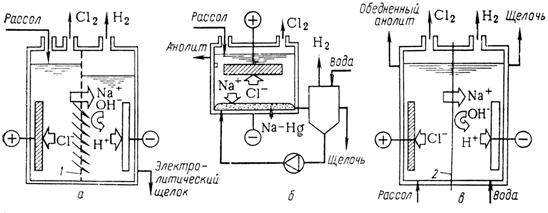
Рис.8.1 Схемы производства хлора, щелочи и водорода: а – электролиз с твердым анодом и фильтрующей диафрагмой (1); б – электролиз ртутным катодом; в – электролиз с ионообменной мембраной (2).
Условия электролиза. Аноды для хлорных электролизеров должны обладать высокой химической стойкостью. Этому требованию удовлетворяют магнетит, диоксид марганца, уголь, графит, платина.
В производстве хлора используются аноды из графита или окисно-рутениево-титановые аноды (ОРТА). До 70 -годов XX века графит служил основным материалом для изготовления анодов. Недостатком таких анодов является их значительный износ, составляющий 3,5 – 6,0 кг/т хлора, приводящий к возрастанию напряжения на электролизе из-за увеличения межэлектродного расстояния. Диоксид углерода, образующийся вследствие химического износа, загрязняет хлор. Срок службы графитовых анодов не превышает 12 – 14 мес.
В последние годы графитовые аноды вытесняются ОРТА – титановыми анодами, покрытыми слоем оксидов рутения и титана толщиной в несколько микрон. Износ таких анодов составляет 0,1 г/т хлора, что обеспечивает эксплуатацию в течение 4 – 6 лет.
В настоящее время практически все новые электрохимические производства хлора и щелочи по методу электролизера с твердым катодом и фильтрующей диафрагмой оснащены электролизерами с малоизнашивающимися металлическими анодами. Катоды для них изготавливают из малоуглеродистой стали.
Плотность тока зависит от природы материала анода, применяемого в хлорном производстве. При использовании графитовых анодов максимальная плотность тока составляет 1,0 – 1,5 кА/м2. Применение ОРТА позволяет повысить плотность тока до 2,5 – 3,0 кА/м2 без увеличения напряжения и расхода электроэнергии, т.е. интенсифицировать процесс в 2 раза.
Основным сырьем для производства хлора и каустической соды служит поваренная соль, в небольших масштабах используется также хлорид калия.
Состав раствора характеризуется начальной концентрацией исходного хлорида, рН анолита, концентрацией щелочи и хлорида в электролите. Зависимость выхода по току от концентрации едкого натра в электролитической щелочи представлена на рис. 8.2.
Величина рН прианодного слоя рассола определяет соотношение между выходами по току хлора и кислорода. Выход кислорода по току для ОРТА, представляющего практический интерес в качестве анода в производстве хлора, повышается при рН > 3,5. При понижении рН уменьшается износ графитовых анодов и падает растворимость хлора в анолите.
Примеси некоторых металлов, которые присутствуют в исходном электролите, влияют на процесс электролиза с фильтрующей диаграммой. В порах диафрагмы происходит взаимодействие растворимых солей кальция и магния со щелочью и карбонатами с образованием нерастворимых осадков.
Для очистки рассола от примесей кальция и магния при электролизе с диафрагмой применяют содово-каустический метод, основанный на образовании малорастворимых осадков СаСО3 и Мg(ОН)2.
Рис. 8.2. Зависимость выхода хлора по току от концентрации хлорида натрия в исходном рассоле.
В промышленных электролизерах разделение электродных пространств осуществляется с помощью фильтрующей диафрагмы. Диафрагма изготавливается из асбестового волокна, которое осаждается из пульпы, содержащей асбест хлорид натрия, и едкий натр, на катодную сетку.
В последнее время в производстве хлора широко применяют модифицированные полимерным веществом асбестовые осажденные диафрагмы, имеющие более длительный срок службы.
Технологическая схема. Технологическая схема получения хлора, каустической соды и водорода состоит из отделений растворения соли и очистки рассола, выпарки электролитического щелока, сушки хлора и водорода (рис. 8.3).
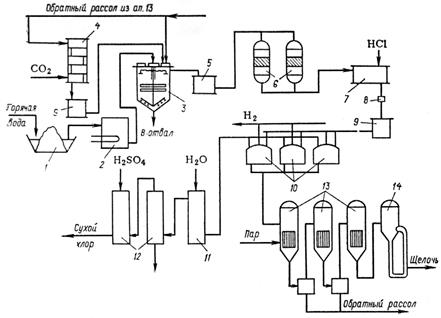
Рис. 8.3. Технологическая схема получения хлора методом электролиза с твердым катодом и фильтрующей диафрагмой: 1 – склад-растворитель неочищенного рассола; 2 – подогреватель неочищенного рассола; 3 – осветлитель; 4 – колонна карбонизации обратного рассола; 5 – сборник осветленного рассола; 6 – фильтры; 7 – нейтрализатор; 8 – Индикатор рН; 9 – промежуточная емкость; 10 – серия электролизеров; 11 – колонна промывки и охлаждения хлора; 12 – осушители; 13 – трехкорпусная выпарная установка; 14 – выпарной аппарат с принудительной циркуляцией.
Соль растворяют в горячей воде и подают в нагреватель 2, где температура неочищенного рассола повышается до 50°С. Далее рассол поступает в аппарат непрерывной очистки – осветлитель 3.
Осветленный рассол собирается в баке 5, откуда подается на фильтры 6, где освобождается от механических примесей. Далее рассол поступает на нейтрализацию соляной кислотой в бак 7.
Рассол из напорного бака 9 подается в электролизер 10. Хлор, отводимый из электролизера при повышенной температуре, насыщен парами воды, и поступает на сушку, состоящую из двух стадий – охлаждение водой в колонне 11 и обработка серной кислотой в башне 12. После этого хлор поступает потребителю, либо на сжижение.
Дата добавления: 2017-01-29; просмотров: 3441;