Расплавление электрода и перенос капель в ванну
Размеры капель металла, переходящих с электрода в сварочную ванну, существенно влияют на степень развития физико-химических процессов при взаимодействии металлической, шлаковой и газовой фаз. В зависимости от защитной среды перенос металла происходит через газовую или шлаковую среду.
Ч 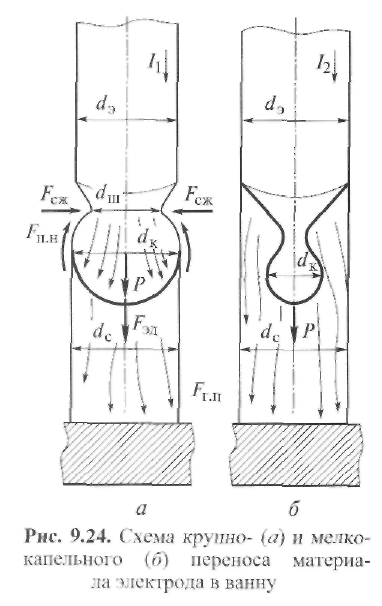 ерез газовую среду электродный металл переносится в виде капель разного размера - диаметром от 7 мм до тысячных долей миллиметра, а также в виде паров. Установлено, что независимо от способа сварки и положения шва в пространстве металл всегда переходит с электрода на изделие. При сварке одновременно образуются капли различных размеров, но в зависимости от условий сварки преобладает тот или иной размер. Можно отметить такие главные формы переноса: крупно- и мелкокапельный с короткими замыканиями дугового промежутка, капельный без коротких замыканий, струйный, а также перенос металла в виде паров.
ерез газовую среду электродный металл переносится в виде капель разного размера - диаметром от 7 мм до тысячных долей миллиметра, а также в виде паров. Установлено, что независимо от способа сварки и положения шва в пространстве металл всегда переходит с электрода на изделие. При сварке одновременно образуются капли различных размеров, но в зависимости от условий сварки преобладает тот или иной размер. Можно отметить такие главные формы переноса: крупно- и мелкокапельный с короткими замыканиями дугового промежутка, капельный без коротких замыканий, струйный, а также перенос металла в виде паров.
Динамичность процесса, наличие комплекса действующих сил весьма затрудняют изучение различных форм переноса металла. Его исследуют при помощи скоростной киносъемки дуги, синхронизованной с записью электрических параметров (Icв>UД) на осциллографе.
Схема процесса переноса электродного металла дана на рис. 9.24. Механизм переноса в общем случае включает в себя следующие моменты:
· нагрев дугой торца электрода и образование капли диаметром dK;
· появление шейки на стыке жидкого металла с твердым металлом электрода;
· соприкосновение капли с поверхностью сварочной ванны;
· разрыв образованного «мостика».
Если в период существования «мостика» через него протекает ток дуги, то «мостик» нагревается до температуры кипения, затем следует его взрыв и разбрызгивание. Для подавления взрыва и разбрызгивания целесообразно не допускать замыкания дуги каплей и сокращать время нахождения капли в столбе дуги.
Сила тяжести Р и электродинамические силыFэдспособствуют отрыву капли от торца электрода, а сила поверхностного натяженияFп.нудерживает ее на электроде. Электродинамические силыFэдявляются результатом наличия вокруг электрода (при протекании по нему тока) магнитного силового поля, оказывающего сжимающее действие на электрод - пинч-эффект, в результате которого появляются силы, сжимающие шейку капли:
 (9.37)
(9.37)
где I- сварочный ток. Кроме того, вследствие сжатия шейки возникают продольные силы. Они направлены от меньшего сечения электрода радиусомrо=dш /2 к большему - радиусомr1=dк /2.
Результирующие электродинамические силы Fэд, направленные вдоль оси электрода в сторону ванны, выражаются формулой
 (9.38)
(9.38)
Отсюда следует, что электродинамические силы возрастают с увеличением тока и уменьшением диаметра электрода.
Капля, отрывающаяся от торца электрода, как правило, отклоняется в сторону, противоположную направлению сварки под действием сил давления газового потока и реактивных сил, создаваемых газом, выделяющимся из капли. Это приводит к возникновению потока жидкого металла по оси сварочной ванны, который Движется в хвостовую часть ванны и там разделяется на левый и правый боковые потоки, частично возвращающие металл в сторону дуги и перемешивающие металл сварочной ванны (см. рис. 9.2). Размер капли определяется соотношением сил, удерживающих ее на торце электрода, и сил, стремящихся ее оторвать. Для измельчения капель снижают силу поверхностного натяжения (см. рис. 8.16) или отрывают их механически, не допуская укрупнения. На силу отрыва капли влияют поверхностно-активные вещества, входящие в соприкосновение с жидким металлом.
Некоторые вещества, такие как углекислые соли щелочных и щелочноземельных металлов, свободный кислород и др., обладают способностью заполнять свободные связи на поверхности жидкости и тем самым ослаблять связь поверхностных атомов и молекул жидкости между собой. При этом силы поверхностного натяжения резко уменьшаются. С увеличением температуры расплавленного металла поверхностное натяжение также несколько снижается. Таким образом, наличие кислорода, образующего оксиды МеО, и других поверхностно-активных веществ, а также увеличение сварочного тока понижают поверхностное натяжение капель.
Увеличение сварочного тока значительно влияет и на силы отрыва капли, так как растут электродинамические силы Fэд, а также увеличиваются сила давления газовых потоковFг.пи реактивные силы, вызываемые газообразованием в капле и испарением. Следовательно, увеличение сварочного тока приводит к росту всех сил, вызывающих отрыв капли, а значит, к измельчению капель и переходу к струйному переносу без коротких замыканий.
При ручной дуговой сварке электродом с толстым покрытием на больших токах наблюдается преимущественно мелкокапельный перенос металла с редкими замыканиями дугового промежутка. В этом случае поверхностное натяжение металла капель снижается как за счет наличия поверхностно-активных веществ в шлаке, так и вследствие более высокой температуры капель. Силы отрыва нарастают интенсивнее и появляется дополнительная сила Fг.пдавления газового потока. Активно развивающиеся процессы газообразования могут преждевременно дробить каплю на более мелкие капли.
При сварке под флюсом применяются еще более высокие сварочные токи. Силы отрыва, особенно электродинамические силы, резко возрастают. Увеличивается воздействие газового потокаFг.пусиливаются процессы газообразования в капле, а также испарения. В результате этого при сварке под флюсом наблюдается мелкокапельный перенос металла без коротких замыканий, а также перенос в виде паров.
Установлено значительное влияние на размер переносимых капель не только силы, но и плотности тока, которые возрастают при малых диаметрах электрода. При некотором критическом значении плотности тока капельная форма переноса переходит в струйную. Подобная форма переноса наблюдается при сварке в защитных газах. В.И. Дятлов объясняет переход от капельного переноса к струйному увеличением площади активного пятна столба (см. рис. 9.24), когда активное пятно охватывает боковую поверхность капли и увеличиваются сжимающие силы. Тогда конец электрода заостряется, капля вытягивается в конус и возникает струйный перенос (рис. 9.24, б).
Размер переносимых капель оказывает существенное влияние на ход металлургических процессов. Чем мельче капли, тем больше суммарная поверхность соприкосновения их с окружающей средой, а значит, полнее взаимодействие с этой средой (растворение газов, процессы легирования элементами из покрытий и флюсов, их окисления, испарения легирующих элементов и др.). Однако нельзя забывать, что в таком случае время существования капель уменьшается, а потому снижается и полнота протекания реакций.
Например, при увеличении тока в интервале ПО..300 А удельная поверхность капель изменяется незначительно, но время существования капли на торце электрода уменьшается в 1,6 раза. Между тем с увеличением напряжения (и соответственно длины дуги) в интервале 14...27 В при неизменном токе 200 А уменьшается удельная поверхность капель в 2,2 раза и увеличивается время их существования в 8,3 раза. Таким образом, развитие реакций в каплях особенно сильно зависит от длины дуги. Этот вывод подтверждают исследования химического состава наплавленного металла.
Так, легирующие элементы, предварительно введенные в состав электродной проволоки, частично окисляются в период существования металла в капельной форме. Особенно велики потери активных металлов (Ti,Mn, Сг). Они определяются коэффициентом перехода элемента, равного отношению его массовых долей в шве и электроде.
При сварке с участием флюсов во время перехода через газовую среду капли частично или полностью покрываются оболочкой расплавленного шлака, в результате чего значительно активизируются реакции между ним и жидким металлом. Возможно также перемешивание металла со шлаком - в результате бурного выделения газов из капли. По данным А.А. Ерохина, температура капель при сварке электродами из малоуглеродистой стали при токе 185 и 240 А составляет соответственно 2518 и 2613 К.
При сварке алюминия в среде аргона температура капель, по данным А.Я. Ищенко, достигает 2200 К, а при сварке в гелии - значительно меньше, что способствует сохранению легко испаряющихся легирующих элементов (Mgи др.) и уменьшению пористости.
Совершенствование сварочных процессов направлено на подавление негативных явлений при переносе электродного металла в сварочную ванну. Разработаны различные электромеханические методы принудительного отрыва капли от электрода, а также снижения ее перегрева путем устранения коротких замыканий дуги через каплю. Для этого применяют питание дуги импульсами тока, при котором частота перехода капель равна частоте импульса. Увеличивая частоту до 200...300 Гц, получают стабильный мелкокапельный перенос без коротких замыканий дуги и разбрызгивания.
Перенос присадочного металла при сварке неплавящимся электродом состоит в подаче присадочной проволоки в зону действия дуги со стороны хвостовой части сварочной ванны. Для исключения капельного переноса и шунтирования дуги присадочная проволока подается по касательной к поверхности ванны. Поэтому проволока разогревается теплом дуги лишь до плавления и стекает в ванну. Этот способ переноса выгодно отличается минимальным перегревом присадочного металла и наиболее высоким коэффициентом перехода легирующих элементов.
Перенос присадочного металла при электронно-лучевой сварке также состоит в капельной подаче присадки через луч в сварочную ванну. Кроме того, применяют способ сварки, при котором происходит проплавление свариваемого металла и подкладки, интенсивное перемешивание в сварочной ванне, вынос ее нижних слоев и на поверхность, т. е. создание усиления шва.
Дата добавления: 2017-01-13; просмотров: 1901;