Организационное обеспечение качества
Первым шагом на пути обеспечения качества является определение целей. Этот стратегический шаг включает определение потребностей и разработку конструкции изделия или услуг, призванных удовлетворить эти потребности. Важное значение имеет разработка стандартов качества в письменной форме, в том числе и стандартов качества на комплектующие изделия, приобретаемые со стороны.
В американских фирмах ответственность за качество традиционно возлагалась на отдельную службу, которую называют отделом контроля качества. Такой подход частично основывался на принципе независимости контроля, когда полномочия оценки качества сосредоточены в подразделении, не связанном с производством. Пример иностранных конкурентов заставил американские фирмы посмотреть на этот вопрос по-новому. В Японии, например, значительно большая ответственность за обеспечение качества традиционно возлагалась на самих производственных рабочих. Подготовку по вопросам обеспечения качества японцы включили в программы профессиональной подготовки производственных рабочих и возложили на них контроль за качеством своей работы.
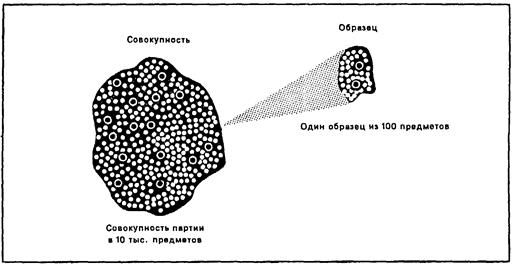
Рис. 21.8.Выборочный контроль при приемке.
Контроль качества
Следующим шагом в деле контроля качества после разработки общего плана его обеспечения, является организация его измерения. Качество должно быть измеримым, даже в области предоставления услуг. Так, например, качество работы службы уборки в гостинице можно измерить, рассмотрев такие вопросы, как: 1) заправлены ли все кровати должным образом, с укладкой уголков одеяла по принятым стандартам; 2) находятся ли все полотенца, мыло, информационные брошюры и т.д. на месте; 3) чиста ли корзина для мусора. Полученные оценки необходимо сопоставить с принятыми техническими условиями, которые разрабатывают так, чтобы удовлетворить конкретные потребности. (Например, технические требования на уборку в дорогих курортных отелях будут не такими, как в дешевых мотелях.) Если установлено, что уборка не соответствует установленным требованиям, необходимо принять определенные меры. В нашем случае такие меры могут включать переподготовку персонала, перераспределение обязанностей, изменение методов уборки.
Управляющие производством наиболее заинтересованы в обеспечении соответствия качества техническим условиям, хотя конечный успех фирмы зависит от функционального качества и качества конструкции.
Цель методов статистического контроля качества заключается в том, чтобы исключить случайные изменения качества продукции. Такие изменения вызываются конкретными причинами, которые необходимо установить и устранить. (Например, рабочий может применять неправильно выбранный инструмент или метод выполнения работы, станок может оказаться разлаженным.)
ВЫБОРОЧНЫЙ КОНТРОЛЬ применяют, когда необходимо принять решение о качестве при приемке большой партии по результатам испытаний ограниченного количества образцов из этой партии (рис. 21.8.). Наиболее часто выборочный контроль проводят при приемке партий комплектующих изделий или материалов от поставщиков. Выборочный контроль позволяет снизить затраты на контроль. Он также применяется и в тех случаях, когда изделие при контроле приходится разрушать.
Выборочному контролю присущ определенный риск, поскольку решение о всей партии принимается по результатам контроля небольшой выборки образцов. Ошибочно может быть забракована «хорошая» партия (риск производителя) или принята «плохая» партия (риск потребителя). Этот риск можно снизить путем увеличения объема выборки контрольных образцов, но при этом возрастают и расходы. На практике потребитель и изготовитель путем переговоров согласовывают методику выборочного контроля, приемлемую для обеих сторон и в смысле риска, и в смысле неизбежных затрат.
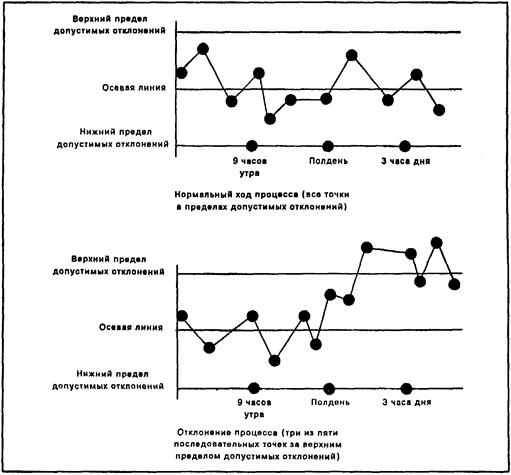
Рис. 21.9.Карта контроля технологического процесса.
КАРТА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА применяется в тех случаях, когда нужно проконтролировать качество продукции или услуг в процессе производства. Цель заключается в том, чтобы обнаружить, когда процесс производства «уходит из-под контроля» и начинает выпускаться продукция с недопустимо нестабильным качеством. При этом можно сразу же принять необходимые меры по корректировке процесса.
Метод контроля технологического процесса можно использовать как в сфере предоставления услуг, так и в сфере производства. Пример карты технологического контроля приведен на рис. 21.9. В течение дня в произвольные моменты из процесса отбирают три пробы. В данном случае считается, что процесс нарушен, если три из пяти последовательных образцов вышли за пределы допустимых отклонений.
Дата добавления: 2016-12-16; просмотров: 531;