Бұрғылау жабдықтарына арналған машина жасау болаттарын таңдау және тағайындалу бойынша негізгі ережесі
Газ-мұнай саласының құрылымдары, әсіресе бұрғылау жабдықтары үшін материал таңдау кезінде, сыныптамасы 1.2-суретте [43] көрсетілген, пайдалану процесінде жұмысқабілетін жоғалту себептерінің мүмкіндіктерін ескеру қажет. Сыныптаманың негізі келесі алғышарттарға қаланған:
- күштік жүктемелеу, қажалу жегі нәтижесінде бөлшектер өзінің жұмысқабілетін жоғалтады;
- болаттардың механикалық қасиетін тозуға төзімділігі анықтайды;
- сыртқы күштік жүктемелеудің әртүрлі шарттарында тозуды, жегіні және қирауды біріктіріп есепке алу қажет.
Құрылымдық болатты дұрыс таңдау жабдық жұмысының сенімділігін және экологиялық қауіпсіздігін қамтамасыз етуге мүмкіндік береді [45].
Жоғары жүктелген бұйымдар үшін болаттарды таңдау кезіндегі негізгі ережелер:
1. Жұмыс режимімен шарттастырылған бөлшектің кернеулік-деформациялық күйі (бетінже тозу белгісінің болуы және оның сипаттамасы, күшсалмақ түсірілуінің циклділігі, иілу, бұралу және т.б.). күшсалмақтау шарттарына және қажетті шыдам мерзіміне байланысты беттік беріктендіру түрлері – цементтеу, азоттау, беттік шынықтыру, беттік деформация өңдеулері және т.б. – таңдалады.
2. Бұйымның көлденең қимасының өлшемі бойынша күйдірілгіштікке, онымен шарттастырылған беттік қабат беріктігіне және бұйым өзегінің талап етілетін қасиеттеріне ие болаттар тобы анықталады.
3. Белгіленген күйдірілгіштігі бойынша таңдалған болаттар тобынан, талап етілетін механикалық қасиеттерді қамтамасыз ететін, болат таңдалады.
4. Күйдірілгіштігі және механикалық қасиеттері бойынша талаптарды қанағаттандыратын болаттардан белгілі сынбағаларға – ең аз қоспаланған, яғни арзандау, бүтіндей алғанда бөлшектің немесе бұйымның ең кіші өлшемдерін қамтамасыз ететін және т.б. – жауапты болаттар таңдалып алынады.
5. Егер суда суытумен шынықтыруда үгітілуге бейім, күрделі пішінді бұйым кезінде, сондай-ақ шынықтыру шытынаулары пайда болуы мүмкін, қимасының шұғыл өтулері, ойықтары, тесіктері және басқа шоғырландырушылары бар болса, онда бұл жағдайларда майда, ал кейде ауада шынықтырылатын болаттарға басымдық беріледі.
Жабдықты жобалау және жасау тәжірибесінде керекті маркілі болат жоқ болса, оны механикалық және басқа қасиеттері бойынша жақын, болаттың басқа маркасымен ауыстырады (бөлшекті пайдалану және термо өңдеу шарттарын ескере).
Құрылымдық болаттардың сапалы маркаларын өзара ауыстыру нұсқалары 1.5-кестеде, ал қоспаланғандардікі – 1.6-кестеде келтірілген.
1.5-кесте
Сапалы маркілі құрылымдық болаттардың өзара ауыстырылуы
| Болаттың негізгі маркілері | 50Г | 60Г | ||||||||
| Ауыстырушы болаттар маркілері | 10; | 08; | 10; 20; Ст3 | 15; 25; 15Г; 20Г; Ст3 | 20; 30; 20Г; Ст4 | 30; 40; 40Г; Ст5 | 35; 45; 40Г; Ст6 | 50; 40Г; Ст6 | 45; 55; 40Г | 50; 50Г |
1.6-кесте
Қоспаланған сапалы маркілі құрылымдық болаттардың өзара ауыстырылуы
| Болаттың негігі маркілері | 15Х | 30Х | 35Х | 40Х | 45Х | 12ХН2А | 12ХН3А |
| Ауыстырушы болаттар маркілері | 15; 15Г; 20Х; 20ХГ | 30; 30Г; 20Х; 35Х; 20ХГ | 35; 30Х; 40Х | 40; 40Г; 35Х; 45Х | 40Х | 15Х; 20ХГ | 12Х; 12ХН2А; 20ХНА |
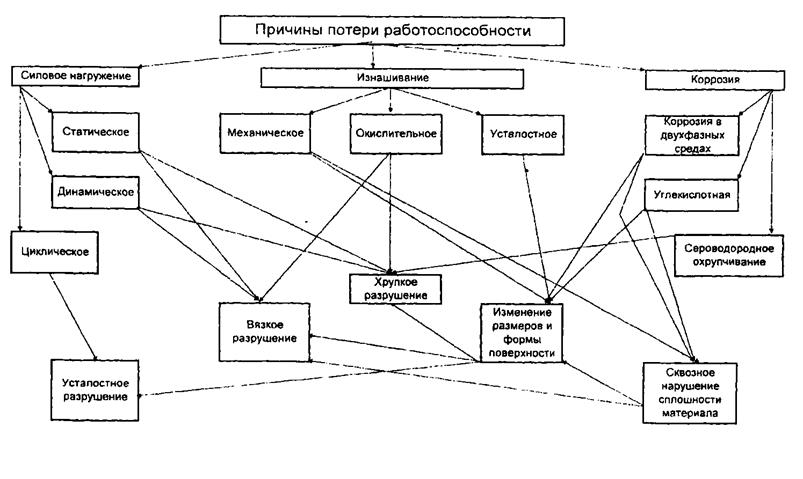
1.2-сурет. Мұнай-газ бұрғылау және өндіру жабдықтары бөлшектерінің жұмысқабілетін жоғалтуының негізгі себептерінің сыныптамасы
1.7-кесте
Сапалы маркілі құрылымдық болаттардың өзара ауыстырылуы
| Болаттың негізгі маркілері | 50Г | 60Г | ||||||||
| Ауыстырушы болаттар маркілері | 10; | 08; | 10; 20; Ст3 | 15; 25; 15Г; 20Г; Ст3 | 20; 30; 20Г; Ст4 | 30; 40; 40Г; Ст5 | 35; 45; 40Г; Ст6 | 50; 40Г; Ст6 | 45; 55; 40Г | 50; 50Г |
1.8-кесте
Қоспаланған сапалы маркілі құрылымдық болаттардың өзара ауыстырылуы
| Болаттың негігі маркілері | 15Х | 30Х | 35Х | 40Х | 45Х | 12ХН2А | 12ХН3А |
| Ауыстырушы болаттар маркілері | 15; 15Г; 20Х; 20ХГ | 30; 30Г; 20Х; 35Х; 20ХГ | 35; 30Х; 40Х | 40; 40Г; 35Х; 45Х | 40Х | 15Х; 20ХГ | 12Х; 12ХН2А; 20ХНА |
Дата добавления: 2016-12-08; просмотров: 1579;