Беріктігі жоғары цементтелмеген жақсартылатын болаттарды таңдауға ұсыныстар
Бұрғылау тереңдігінің өсуі және ұңғыманы өткізуді қарқындату процесі күштік жүктеменің өсуіне, жұмыс режимінің күрделенуіне және жабдықтың тасушы элементтерінің ресурсының төмендеуіне әкеледі. Бөлшектердің шыдам мерзімін өсіру үшін беттік беріктендіруді ( цементеуді және басқа химиялық-термиялық өңдеу әдістерін, беттік шынықтыруды, арматорлауды және басқаларды) кеңінен қолданады.
Цементеуге тісті дөңгелектердің ауыр жүктелген тістерін, бұрғылау қашауларының шарошкалық тістерін, бұрғылау сораптарының клапандарын және т.с.с. ұшыратады.
Цементтеу процесінің кемшіліктері ұзақ уақытқа созылатыны, сондай-ақ, ең бастысы, цементелген қабаттың тереңдігіне болат құрамының және құрылымының әркелкілігі. Бөлшектің бетінде көміртек 1,0-1,1% құрайды және бетте қаттылығы мен тозуға төзімділігі жоғары мартенсит+цементит құрылымы пайда болады. Тереңдік өскен сайын көміртек шоғырлануы тұтқыр құрылымды болаттағы бастапқы шамаға дейін төмендейді. Жұмыс процесінде цементелген қабат қажалады және көміртегі аз қабат ашылған сайын қажалу процесі қарқыны өседі, бөлшек ресурсы кемиді.
Сондықтан шынықтырылған болат қабатының көлденең қимасына оның құрылымының, химиялық құрамының және қасиеттерінің тұрақтылық талаптары цементтелетін болаттарды беріктігі жоғары цементтелмегендермен ауыстырудың тиімділігін көрсетеді. И.М.Губкин атындағы мұнай және газ РМУ металл танушылары Д5ХН2МФА-Ш (шартты белгіленуі Д5) және Д7ХНФ-Ш (шартты белгіленуі Д7) беріктігі жоғары цементтелмеген болаттарды жасап шығарды [11].
Бұрғылау қашауларын жасауда қолданылатын Д5, Д7 беріктігі жоғары болаттардың және цементелетін 16ХН3МА-Ш болатының химиялық құрамы 1.9-кестеде келтірілген. Электрқождық қайта балқытуға ұшыратылған бұл болаттар ыстық пластикалық деформация әдістерімен (илеумен, прокаттаумен және штамптаумен) жақсы өңделгіштікке ие.
Д5 болатының құрамындағы 0,5% көміртек, 0,7-1,0% хром және 2,0-1,5% никель деформациялық өңдеумен бірге болаттың беріктік сипаттамаларын оның жоғары пластикалығымен бірге өсіруге мүмкіндік береді. Жасытулық мортығын төмендету, беріктігі мен жылуға төзімділігін арттыру үшін болат 0,2-0,3% молибденмен қоспаланады. Болаттың қызуға төзімділігіне 0,1-0,2% ванадий қоспаланып қол жеткізіледі.
1.9 -кесте
Беріктігі жоғары Д5, Д7 және 16ХН3МА-Ш болаттарының химиялық құрамы
| Болат | Құрамындағы элементтер, % | ||||||||
| C | Mn | Si | Cr | Ni | Mo | V | S | P | |
| 16ХН3МА-Ш | 0,15 | 0,45 | 0,16 | 0,72 | 3,5 | 0,28 | - | 0,015 | 0,010 |
| Д7ХНФ-Ш (Д7) | 0,74 | 0,29 | 0,16 | 0,59 | 1,4 | - | 0,23 | 0,011 | 0,010 |
| Д5ХН2МФА-Ш (Д5) | 0,47 | 0,68 | 0,33 | 0,95 | 2,4 | 0,26 | 0,19 | 0,015 | 0,010 |
Беріктігі жоғары болаттың термиялық өңдеуіне шынықтыру мен ізінше жасыту кіреді. Д5 болатының 8700С жоғары шынықтыруы мен ізінше жасытудан кейінгі қасиеттері 2.8-кестеде келтірілген.
1.10 -кестеде салыстыру үшін электрқождық қайта балқыту әдісімен рафинатталған цементтелетін сапалы қоспаланған 16ХН3МА-Ш болатының қасиеттері көрсетілген. 1.3-суретте Д5, Д7 және 45 болаттарының төзімділік шектерінің олардың беріктік шектеріне тәуелділіктері көрсетілген. Суреттен көретініміздей, Д5 болатының механикалық қасиеттері Д7-ден жақсы және цементтелетін 45 болатыныкінен маңызды басымдылықта.
Беріктігі жоғары Д5 болаты жоғары жүктелген тісті дөңгелектерді, жетектік шынжыр бөлшектерін, бұрғылау қашауларын, оқпандарын (штоктарын), бұрғылау сораптарының ершіктері мен клапандарын және т.б. жасауға ұсынылуы мүмкін.
Болат тәлдік арқандарды жасауға арналған, беріктік сипаттамалары бойынша болашағы зор болаттарды таңдаудың қызықтыру зор.
Мұнай-газ өндірісінің қосарланып, дөңгелете өрілген болат арқандардың негізгі тұтынушысы болып табылатыны белгілі. Мысалы, қазіргі кезде тәлдік арқандарға жылдық қажеттілік 10 мың тоннадан асты (1990 жылы жылдық қажеттілік 32 мың тоннаны құрады).
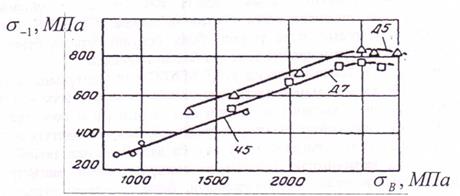
1.3-сурет. Болаттардың төзімділік шегінің олардың
беріктіктеріне тәуелділігі
1.10 -кесте
Шынықтырудан кейін әртүрлі температураларда жасытылған
Д5 болатының қасиеттері
| t жас | 
| 
| 
| 
| а1 | HRC | 
|
| 0C | Н/мм2 | % | МДж/м2 | Н/мм2 | |||
| 12,0 | 55,0 | 0,55 | |||||
| 12,0 | 60,0 | 0,40 | |||||
| 14,0 | 60,0 | 0,55 | |||||
| 16,0 | 60,0 | 0,65 |
1.11-кесте
Оңтайлы термоөңдеу – шынықтыру мен төмен жасыту – кезіндегіД5 және 16ХН3МА-Ш болаттарының механикалық қасиеттері
| Болат | Термиялық өңдеу режимдері |
|
|
|
| KCU | HRC |
| МПа | % | МДж/м2 | |||||
| Д5 | Шынықтыру майда 8700С жоғары Жасыту 2000С кезінде | 10,0 | 0,5 | ||||
| 16ХН3МА-Ш | Цементтеу 9200С кезінде Шынықтыру майда 8700С жоғары Жасыту 2000С кезінде | 7,0 | 7,0 | 0,4 |
Тәлдік арқандар бұрғылауда сыртқы күштер әсерлері жинағының (статикалық және айнымалы таңбалы динамикалық, арқанның көлденең қимасын созушы және июші, сығушы-езгілеуші күшсалмақтар, қажалу және абразив әсері және т.б.) ауыр шартында жұмыс істейді. Арқан жұмысының тиімді қосымша мүмкіндігінің бірі күрделі сыртқы күшсалмақтар мен қажалудың әрбір түрлерінің біріккен әсері шартарында жұмыс істеуге қабілетті болаттарды қолдану болып табылады.
1.12-кесте
Жақсартылатын арқандардың механикалық қасиеттері
| Болат | HRC |
|
|
|
| Кс, МДж/м2 | 
|
| Н/мм2 | % | ||||||
| - | 19,5 | - | - | - | |||
| - | 0,7 | ||||||
| 0,4 | |||||||
| 0,3 | |||||||
| 0,3 | |||||||
| 0,3 | |||||||
| 0,2 | |||||||
| 0,2 | |||||||
| - | |||||||
| 38ХА | 45-50 | 0,4 | |||||
| 40Х | 45-50 | - | |||||
| 35ХНА | 48-54 | 0,4 | |||||
| 40ХН | 48-54 | 0,4 | |||||
| 50ХН | 48-54 | - | |||||
| 34ХН1М | - | - | - | - | 0,6 | - | |
| 38ХНМА | 52-54 | 0,7 | |||||
| 40ХНМА | 52-54 | 0,7 | |||||
| 30ХГТ | - | 0,6 | |||||
| 40ХН2МА | 30-35 | 1,0 | - | ||||
| 30ХМА | 45-53 | 0,8 | |||||
| 35ХРА | - | 0,8 | |||||
| 38ХС | 48-50 | 0,6 | |||||
| 38ХГН | 48-52 | - | |||||
| 38ХМЮА | - | - | - | - | |||
| 40ХФА | 48-52 | - | 0,4 | ||||
| 40Г2 | 42-45 | - | |||||
| 55СМА | 55-57 | 31,1 | 0,8 | ||||
| 55СМФА | 55-57 | 0,9 | |||||
| 60С2 | 40-55 | - | 0,7 | ||||
| 65Г | - | - | - | - | - |
Арқан сымдары құрамындағы көміртегі 0,55-0,70% жоғары көміртектенген болаттардан жасалады. Арқан сымдарын жасау технологиясы қысымдау мен қақтау, талшықтарын бағыттау, болатты илеу кезінде құрылымын майдалау есебінен сымның беріктік сипаттамаларын өсіруге мүмкіндік береді. Арқан сымдарының жасап болғаннан кейінгі беріктік шегі  МПа. Есесіне сымдардың беріктіктері өскен сайын олардың морттығы да өседі және арқанның жұмыс қабілеті төмендейді. Осыған байланысты терең ұңғыларды бұрғылау кезінде тәлдік арқандардың ресурсы жеткіліксіз болып табылады. Мысалы интервалы
МПа. Есесіне сымдардың беріктіктері өскен сайын олардың морттығы да өседі және арқанның жұмыс қабілеті төмендейді. Осыған байланысты терең ұңғыларды бұрғылау кезінде тәлдік арқандардың ресурсы жеткіліксіз болып табылады. Мысалы интервалы  мың метр Кольскдегі өте терең ұңғымаларды бұрғылау кезінде диаметрі 38 мм тәлдік арқандардың жылдық қажеттілігі әрқайсысы 1500 метрден
мың метр Кольскдегі өте терең ұңғымаларды бұрғылау кезінде диаметрі 38 мм тәлдік арқандардың жылдық қажеттілігі әрқайсысы 1500 метрден  бухтаны құрады. Беріктірек және жұмысқабілетті арқандарға қажеттілік интервалы 4-6 мың метр терең ұңғымаларды өткізу кезінде де туындайды.
бухтаны құрады. Беріктірек және жұмысқабілетті арқандарға қажеттілік интервалы 4-6 мың метр терең ұңғымаларды өткізу кезінде де туындайды.
Жұмыс процесінде тәлдік арқандардың жүктелу сипатын талдай келе сым материалына қойылатын негізгі талаптарды қалыптастыруға болады:
- сымның беріктігі шегі 2000 МПа-дан кем емес;
- жоғарғы тұтқырлығы (соққылық тұтқырлығы 0,5 МДж/м2-ден кем емес);
- салыстырмалы ұзаруы 10%-дан кем емес;
- салыстырмалы тарылуы 50%-дан кем емес.
1.12-кестеде мұнай-газ саласында қолданылатын жақсартылатын болаттар қатарының қасиеттері келтірілген. Бұл болаттардың қасиеттерінің кешенін Д5 болатымен салыстыра, соңғысы көрсетілген талаптарға сәйкес келетінін және кең қолданылуы мүмкін екені, оның ішінде тәлдік арқан өндірісінде де, атап өткен жөн. Бірақ, Д5 болатынан арқандарды жасау арқан сымдарын илеудің арнайы технологиясын жасауды талап етеді.
Дата добавления: 2016-12-08; просмотров: 1390;