Свердлильні та розточувальні верстати
До основних верстатів свердлильної групи відносяться вертикально-свердлильні, радіально-свердлильні і спеціальні, у тому числі агрегатно-свердлильні. Найбільшої уваги у відношенні безпеки роботи заслуговують вертикально-свердлильні верстати, що використовуються в умовах безпосереднього контакту верстатника з верстатом. Такі верстати маються на підприємствах усіх галузей промисловості.
До числа основних причин виробничих травм при роботі на свердлильно-розточувальних верстатах варто віднести недотримання техніки безпеки при використанні різальних інструментів, а також приводних і передавальних механізмів. Велику небезпеку являють собою також кінці гладких і повільно обертових валів і гвинтів, відкриті передачі, деталі будь-якої форми, що обертаються, борштанги з різцями. При свердлінні на велику глибину грузлих металів спіральними свердлами стружка з-під свердла виходить двома довгими спіралями, що обертаються разом зі свердлом і можуть нанести поранення працюючому на верстаті.
Обертовий різальний інструмент, зони різання, а також усі приводні та передавальні механізми верстатів, що обертаються, пристосування, особливо ті, що мають виступаючі частини, кулачкові та повідкові патрони, планшайби підлягають огородженню. У ряді випадків, наприклад, при роботі на свердлильних верстатах, не удається відгородити обертовий різальний інструмент. Тому велику увагу варто приділяти стану спецодягу. Порваний, не застебнутий на всі ґудзики одяг, не прибране під головний убір волосся, випущені назовні кінці жіночих косинок, хусток, краваток можуть служити причиною залучення частин тіла працюючих у зону різання і стати причиною важких травм.
У процесі експлуатації свердлильних і розточувальних верстатів, а також при збиранні робочих місць можливі випадки порізів рук і ніг працюючих зливною стружкою. Для того щоб зменшити виробничий травматизм, зливну стружку в процесі різання необхідно дробити. Найбільш просте дроблення стружки досягається по методу безупинного різання підбором режимів різання, декілька складніше – за допомогою встановлення перетинів на шляху cходу стружки. Однак дроблення по цьому методу недостатньо стабільно протягом часу. Більш надійним є переривчастий метод дроблення стружки, при якому різальний інструмент періодично виводиться з зони різання. Він реалізується такими способами: дискретним, вібраційним, релаксаційним. Сутність дискретного способу — у періодичних припиненнях руху подачі на час, протягом якого припиняється процес різання. При вібраційному різанні інструмент верстата рухається із сумарною подачею, що складається з постійної і додаткової. Один з перспективних напрямків у рішенні проблеми видалення стружки з зони різання — зміна компонувань вузлів верстата для формування потоку стружки в більш безпечному і зручному для організованого відводу напрямку.
При обробці бронзи, латуні, чавуна, їхніх сплавів і сталі утворяться дрібна дроблена стружка і пил. Стружка, що відлітає, може заподіяти травми у вигляді опіків обличчя і рук, а також засмічення очей верстатника. При обробці тендітних металів і неметалічних матеріалів повітря робочої зони запилюється пилом матеріалів, що обробляються. Проникаючі в органи подиху, очі, а також на поверхню шкірного покриву, пил сприяє виникненню різних захворювань у залежності від її хімічного складу і ступеня перевищення гранично припустимих норм запиленості в зоні дихання працюючих в цеху. Пил забруднює світлові прорізи і світильники, у результаті чого освітленість у цеху значно знижується.
Для видалення пилу при обробці тендітних матеріалів у багатьох випадках застосовують звичайні вентиляційні установки з приймачами у виді парасолів і кожухів. Ефективно також використання пилостружкоприймачив, що розташовані у безпосередньої близькості від ріжучих кромок інструмента.
Принципова схема пилостружкоприймача для свердлильного верстата наведена на рисунку 1.
Для забезпечення стійкого переміщення стружки і пилу з приймача до пристрою, що відсмоктує, необхідно створити усередині нього швидкість повітряного потоку
Vт = 2,5 Vв ,(21)
де Vв — швидкість найбільш важкої стружки, що утвориться при заданих умовах свердління.
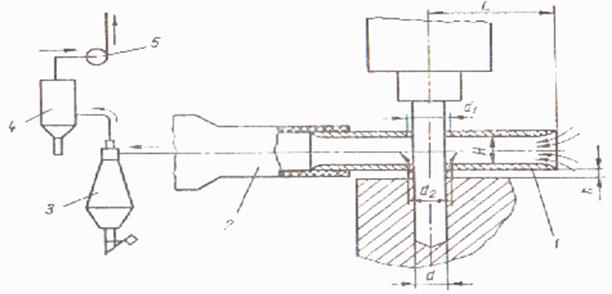
1 – пилостружкоприймач, 2 – трубопроводи, 3 – стружковідділювач, 4 – пиловідділювач, 5 – побудник тяги повітря.
Рисунок 1 – Пилостружкоприймач для свердлильного верстата
Для виключення викидання стружки з усмоктувального отвору приймача і з метою вирівнювання основного повітряного потоку варто брати відстань від осі свердла до всмоктувального отвору L > 4d, де d — діаметр свердла.
При виборі висоти пилостружкоприймача Н виходять з умов забезпечення вільного проходу усередині приймача максимального розміру, мінімальної втрати робочої частини свердла, швидкості потоку і видаткових характеристик побудника тяги повітря. Рекомендується приймати Н >= d. Ширина пилостружкоприймача знаходиться в межах
 (22)
(22)
Відстань від поверхні оброблюваної деталі до пилостружкоприймача h доцільно брати h <= 0,15d, діаметр вхідного отвору d2 у залежить від взятої величини h.
Для захисту очей від пилу і стружки доцільно застосовувати також окуляри, як і при роботі на токарських верстатах.
Дата добавления: 2016-05-11; просмотров: 1707;