Влияние температуры на микроорганизмы и свойства пищевых продуктов
Преимущества использования высоких температур для пастеризации и стерилизации пищевых продуктов можно понять, рассмотрев концепцию значений D и z для тепловой обработки и микроорганизмов.
Тепло используется для консервирования пищевых продуктов, потому что под его воздействием изменяются естественные свойства протеинов, а значит, нарушается активность энзимов в самом продукте и в микроорганизмах. Такое разрушение обычно представляет собой реакцию первого порядка, то есть, после того как пищевой продукт нагревается до температуры, при которой уничтожаются микроорганизмы, в течение определенного времени такой же процент микроорганизмов будет уничтожен вне зависимости от того, сколько их было в начале.
Время, необходимое для уничтожения 90% микроорганизмов, называется десятичным уменьшением количества микроорганизмов, или D-показателем. Это свойство проиллюстрировано на рисунке 1 (D-показатель равен пяти минутам). За каждые 5 минут количество выживших микроорганизмов уменьшается в 10 раз. Конечно, такое поведение означает, что установить время полного уничтожения всех микроорганизмов невозможно. Поэтому обычно говорят о коммерческой стерильности, о которой мы поговорим ниже.
Десятичное уменьшение количества микроорганизмов, естественно, зависит от температуры. Измеряя D-показатели при разных температурах, можно установить время тепловой гибели, или TDT, проиллюстрированное на рисунке 2. Наклон этой кривой называется z-показателем и определяется как количество градусов Цельсия, необходимое для изменения времени десятичного уменьшения количества D в 10 раз. Эта кривая, как правило, хотя и не всегда, имеет линейный вид. Устойчивость микроорганизмов к тепловой обработке зависит от большого количества факторов.
К этим факторам относятся тип микроорганизма и окружающие условия во время воздействия тепла, такие как рН, активность воды и состав пищевого продукта.
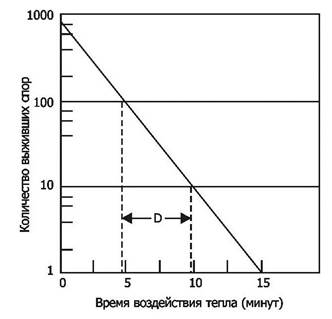
Рисунок 1 - Время десятичного уменьшения количества микроорганизмов.
Процессы разрушения многих веществ, отвечающих за органолептические и питательные качества продукта, таких как витамины, пигменты и ароматические соединения, также представляют собой реакции первого порядка.
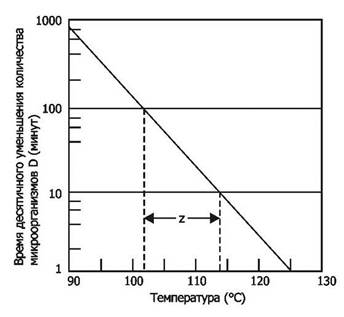
Рисунок 2 - Кривая времени тепловой гибели с градиентом z.
В таблице 1 приведены некоторые D-показатели при 121°С, а также z-показатели для некоторых таких веществ и микроорганизмов. Самое важное, что здесь следует отметить, – то, что z-показатели для микроорганизмов, как правило, оказываются значительно ниже, чем для качества продуктов и их питательных свойств. Типичные z-показатели для пищевых патогенов составляют около 10°С, а для витаминов и пигментов они обычно находятся в диапазоне от 20 до 70°С. Следовательно, преимущества кратковременной высокотемпературной пастеризации (HTST) и других видов высокотемпературной обработки, заключающиеся в том, что при переходе к высоким температурам темп смертности микроорганизмов намного превышает скорость изменения параметров качества пищевых продуктов, означают, что пищевые продукты можно считать «безопасными» при намного меньших изменениях их органолептических свойств.
Таблица 1. Тепловые свойства некоторых питательных и чувствительных компонентов пищевых продуктов в сравнении с тепловой устойчивостью бактерий.
| Компонент | Источник | Уровень рН | Z, °C | D121, минут | Диапазон температур,°С |
| Тиамин | Морковное пюре | 5.9 | 109 – 149 | ||
| Тиамин | Гороховое пюре | Естественный | 121 – 138 | ||
| Тиамин | Пюре из баранины | 6.2 | 109 – 149 | ||
| Лизин | Продукты из соевых бобов | - | 100-127 | ||
| Хлорофилл а | Шпинат | 6.5 | 13.0 | 127 – 149 | |
| Хлорофилл а | Шпинат | Естественный | 34.1 | 100-130 | |
| Хлорофилл b | Шпинат | 5.5 | 14.7 | 127 – 149 | |
| Хлорофилл b | Шпинат | Естественный | 100 – 130 | ||
| Антоцианин | Виноградный сок | Естественный | 23.2 | 17.8* | 20 – 121 |
| Бетанин | Свекольный сок | 5.0 | 58.9 | 46.6* | 50 – 100 |
| Каротиноиды | Паприка | Естественный | 18.9 | 0.038* | 52 – 65 |
| Пероскидаза | Горох | Естественный | 37.2 | 3.0 | 110 – 138 |
| Пероскидаза | Разные | - | 28-44 | - | - |
| Споры Clostridium botulinum, тип А + В | Разные | >4.5 | 5.5–10 | 0.1–0.3* | |
| Bacillus stereothermophils | Разные | >4.5 | 7 – 12 | 4.0– 5.0 | 110+ |
* D-показатели при температурах, отличных от 121°С.
Пастеризация
Хотя пастеризация представляет собой относительно мягкую тепловую обработку, в ходе которой пищевые продукты редко нагреваются более, чем до 100°С, во многих процессах пастеризации можно использовать водяной пар, который позволяет улучшать скорость обработки и общую производительность системы.
Степень необходимой тепловой обработки продукта определяется D-показателем большинства теплоустойчивых энзимов или микроорганизмов. Пример: процесс пастеризации молока основан на его значении D60 и на достижении уменьшения числа C. burnetti на 12 логарифмических единиц. Точно так же, процесс обработки яичной массы основан на достижении уменьшения числа S. Seftenberg на 9 логарифмических единиц. Как уже обсуждалось выше, поскольку питательные и чувствительные вещества имеют свои собственные более высокие D-показатели, кратковременная обработка при высокой температуре часто является предпочтительной. Например, условия пастеризации молока могут быть достигнуты за 30 минут при температуре 63°С (длительная пастеризация), за 15 секунд - при температуре 71,8°С (HTST), за 1 секунду - при 88°С и за 0,01 секунды - при температуре 100°С (мгновенная пастеризация).
Обработка горячей водой обычно используется при работе с продуктами, упакованными в стекло, тогда как металлические и пластмассовые контейнеры можно обрабатывать паровоздушной смесью. Паровые туннельные пастеризаторы обладают рядом преимуществ, к которым относятся более короткое время обработки и меньшая площадь, занимаемая оборудованием. Температура в зонах нагрева туннельного пастеризатора постепенно повышается путем уменьшения количества воздуха в паровоздушной смеси. В таблице 2 приведено сравнение потери витаминов молоком в ходе процесса длительной пастеризации и процесса HTST.
Таблица 2 - Потери некоторых витаминов в молоке в результате длительной пастеризации и процесса HTST.
| Витамин | Метод пастеризации | |
| HTST | Длительная пастеризация | |
| Витамин В6 | ||
| Тиамин | 6.8 | |
| Витамин С | ||
| Витамин В12 |
Стерилизация
В ходе стерилизации пищевой продукт подвергается воздействию достаточно высокой температуры в течение достаточно долгого времени, чтобы прекратилась активность всех микробов и энзимов. Стерилизованные пищевые продукты обычно имеют срок хранения без охлаждения, превышающий шесть месяцев. Усовершенствование этого процесса сводится к тому, чтобы уменьшить изменение свойств продукта.
Время, необходимое для стерилизации пищевого продукта, зависит от устойчивости микроорганизмов и энзимов к воздействию тепла, условий нагрева, уровня рН продукта, размера контейнера и физического состояния продукта. Для того чтобы определить время обработки, нужно понимать как характеристики микроорганизмов, так и способы проникновения тепла внутрь продукта.
Clostridium botulinum1– самый опасный патоген, который может присутствовать в пищевых продуктах. (Clostridium botulinum - грамположительная бактерия рода клостридий, возбудитель ботулизма — тяжёлой пищевой интоксикации, вызываемой ботулиническим токсином и характеризуемой поражением нервной системы). Его уничтожение является минимальным требованием, предъявляемым к тепловой стерилизации. Известно, что уничтожение микроорганизмов происходит логарифмически. Вне зависимости от продолжительности воздействия тепла, невозможно создать абсолютно стерильный пищевой продукт, поэтому возникает понятие коммерческой стерильности: «Чтобы пищевой продукт мог считаться не содержащим жизнеспособные микроорганизмы, включая микроорганизмы, известные своей опасностью для здоровья, способные размножаться в пищевых продуктах при температурах, при которых, вероятно, будет содержаться продукт во время распространения и хранения» (Департамент здоровья и социального обеспечения DHSS, 1994). Например, процесс, позволяющий добиться уменьшения количества микроорганизмов на 12 логарифмических единиц в контейнере, содержащем 1000 спор, приведёт к тому, что на каждый миллиард произведенных контейнеров будет приходиться одна спора. На практике наиболее экономичные способы очистки для большинства продуктов представляют собой процессы, дающие уменьшение количества микроорганизмов от 2 до 8 логарифмических единиц.
Используется также понятие промышленной стерильности, при которойв консервах должны отсутствовать возбудители порчи пищевых продуктовили патогенные и токсигенные формы и могут встречаться микроорганизмы, не способные развиваться и вызывать порчу консервов при обычных условиях хранения.
Чтобы разобраться со временем обработки, нужно рассмотреть скорость проникновения тепла в пищевой продукт. Оно определяется многими факторами. Обычно коэффициент теплопередачи не является ограничивающим фактором. Скорость проникновения тепла зависит от типа продукта, размера и формы контейнера, активности движения контейнера, температуры в автоклаве.
Конечно, методом конвекции тепло передается намного быстрее, чем методом проводимости или перемешивания. При вращении банки в вертикальной плоскости часто можно увеличить скорость проникновения тепла в продукт (рисунок 3).
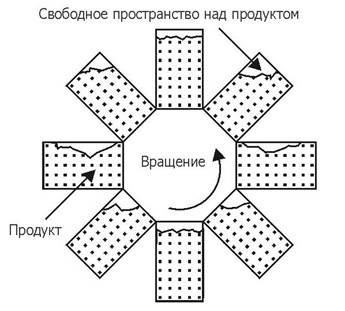
Рисунок 3. Вращение банок с продуктом в вертикальной плоскости
Различные процедуры стерилизации можно сравнивать друг с другом, рассматривая время тепловой гибели, TDT или F-показатель.
F-показатель – это время, необходимое для требуемого уменьшения общего количества микробов при данной температуре. Таким образом, этот показатель является мерой для комбинации времени и температуры для данного продукта. Часто этот показатель приводится с суффиксами, обозначающими температуру в автоклаве и z-показатель для соответствующего вида микробов. Так, F10115 означает процесс при температуре 115°С, воздействующий на микроорганизмы с z-показателем 10°С. Значение F можно определить как время, необходимое для уменьшения числа микроорганизмов в «D-показателе» раз. Следовательно, F = D (log n1 – log n2),
где n1 и n2 – начальное и конечное количество микробов. При описании процесса часто используют контрольное значение F0, которое соответствует воздействию при температуре 121°С на микроорганизмы с z-показателем 10°С.
Время обработки обычно рассчитывается математически или графически для определения общей устойчивостью продукта к времени-температуре и, как следствие, определения времени обработки, необходимого для получения данного F-показателя.
Скорость проникновения тепла сильно зависит от типа упаковки. Стерилизованные продукты, как правило, хранятся в упаковках следующих четырех видов:металлические банки,
- стеклянные банки или бутылки,
- гибкие пакеты,
- жесткие лотки.
В большинстве процессов из упаковок перед заполнением или герметизацией удаляется весь воздух. Нагрев обычно осуществляется насыщенным паром, горячей водой (в случае стеклянных контейнеров) или огнем (только для маленьких банок). В любом стандартном процессе стерилизации тепло обеспечивается конденсацией насыщенного пара на внешней стенке контейнера. Основная трудность при работе с твердыми продуктами или продуктами, обладающими высокой вязкостью, заключается в том, чтобы провести тепло в середину контейнера.
Дата добавления: 2016-11-02; просмотров: 1996;