Научно-методические основы обеспечения точности геометрических параметров изделий
Фактический размер строительных изделий, полученный в результате измерения соответствующим инструментом, отличается от конструктивного, предусмотренного рабочими чертежами, и называется действительным. Отклонения действительных размеров от номинальных (конструктивных) не должны выходить за нормируемые пределы.
Для назначения и оценки точности геометрического параметра, например линейного размера строительного изделия х, представляющего собой случайную величину, используют комплекс характеристик, взаимосвязь между которыми представлена на рисунке 5.


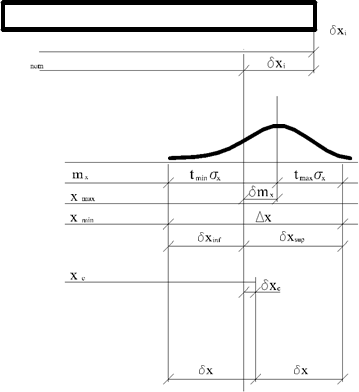 Рисунок 5 - Характеристики точности геометрического параметра (размера х)
Рисунок 5 - Характеристики точности геометрического параметра (размера х)
Точность геометрического параметра (размера) характеризуют значением действительного отклонения δхi:
δхi = хi – хном, (1)
 |


где хi – действительные значения размера;
хном – номинальное значение, называемое базисным (указывают в проекте).

| |
середины поля допуска хc, равное половине поля допуска.
Перечисленные характеристики связаны между собой. Предельные размеры определяют по формулам:
хmin = хnom + δxinf = хc – δx; (2) хmax = хnom + δxsup = хc + δx. (3)
Значения δxinfи δxsaрподставляют в формулы (2) и (3) со своими знаками.
Допуск размера
∆х = 2δx = хmax - хmin = δxsup - δxinf . (4)
Отклонения середины поля допуска
xmax −xmin дxsup +дxinf с с nom 2 nom 2
. (5)
Действительные значения хiгеометрического параметра х образуют некоторую совокупность, для оценки которой используют статистические характеристики точности: среднее значение геометрического параметра mxи среднее квадратическое отклонение σx. В случае распределения значений геометрического параметра по нормальному закону статистическими оценками характеристик mx и σx являются выборочное среднее хm и выборочное среднее квадратическое отклонение Sx.

|
|


|
|
|
|
|
|
|
i=1
где n – объем выборки.
Систематическое отклонение δmx размера представляет собой разность между средним и номинальным его значением
δmx = mx - хnom . (8)
При нормальном распределении оценкой δmxявляется среднее отклонение δxm– среднее отклонение в выборках
δxm = xm - хnom.
выборочное
(9)
Предельные размеры хminи хmaxустанавливают по формулам:
хmin = mx - tminσx, (10)
хmax = mx + tmaxσx , (11)
где tmin, tmax– значения стандартизированной случайной величины, зависящие от вероятности появления значений ниже xminи выше xmax, а также от типа статистического распределения параметра x.
Вероятность появления x ниже xmin и выше xmax принимают одинаковой, но не более 0,05.
При нормальном распределении значений геометрического параметра и одинаковой вероятности появления x ниже xminи выше xmaxпринимают tmin= tmax= 1. Тогда:
хс = mx, (12)
где хс– середина поля допуска.
хmin = хnom + δxс – δx , (13)
хmах = хnom + δxс + δx. (14)
Если при этом mxпрактически не отличается от хnom, то применимы следующие зависимости:
δxс = δmx = 0, (15)
δxinf = δxsup = δx, (16)
хmin = хnom – δx, (17)
хmax = хnom + δx. (18)
При оценке точности следует пользоваться предельными отклонениями относительно хnom. Как правило, (при δxс= 0) предельные отклонения принимают равными по абсолютному значению половине значения соответствующего функционального или технологического допуска, использованного в расчете точности.
Функциональным называют допуск геометрического параметра, устанавливающего точность собранной конструкции из условий обеспечения предъявляемых к ней функциональных требований. К функциональным допускам относят: допуск зазора между элементами, допуски соосности. Конкретные значения функциональных допусков определяют по формуле (19). Расчетная схема определения допусков приведена на рисунке 6.
Технологическим называют допуск геометрического параметра, устанавливающий точность выполнения соответствующего технологического процесса по изготовлению и установке строительных элементов. Значения функциональных и технологических допусков, в мм или угловых величинах, должны соответствовать числовому ряду: 1; 1,6; 2,4; 4; 6; 10 или 1; 1,2; 1,6; 2; 2,4; 3; 4; 5; 6; 8; 10. Каждое число ряда можно увеличить или уменьшить умножением его на 10m, где m – целое число (положительное или отрицательное).
В таблице 2 представлены конкретные значения технологических допусков некоторых линейных размеров строительных элементов.
Таблица 2 – Технологические допуски линейных размеров, мм
| Интервал номинального размера L | Значения допусков для класса точности | ||||||||
| До 20 Свыше 20 до 60 Свыше 60 до 120 Свыше 120 до 250 | 0,24 0,3 0,4 0,5 | 0,4 0,5 0,6 0,8 | 0,6 0,8 1,0 1,2 | 1,0 1,2 1,6 2,0 | 1,6 2,0 2,4 3,0 | 2,4 3,0 4, 5,0 | 4,0 5,0 6,0 8,0 | 6,0 8,0 10,0 12,0 | 10,0 12,0 16, 20,0 |
| Значения К | 0,10 | 0,16 | 0,25 | 0,40 | 0,60 | 1,0 | 1,6 | 2,5 | 4,0 |
Технологические допуски и предельные отклонения геометрических параметров назначают, как правило, различных классов точности в зависимости от функциональных, конструктивных, технологических и экономических требований. Под классом точности подразумевают совокупность значений технологических допусков, зависящих от номинальных значений геометрических параметров.
 Рисунок 6 – Расчетная схема определения допусков
Рисунок 6 – Расчетная схема определения допусков
Значения технологических допусков ∆х, вычислены по формуле
∆х = iК ,
мм, приведенные в таблице,
(19)
где i – единица допуска, мм;
К – коэффициент точности, устанавливающий число допуска для данного класса точности.
При изготовлении строительных изделий единицу определяют по формуле:
единиц
допуска



| |
| |
где L – номинальный размер, выражают в мм;
ai – множитель, принимают равным 1 при расчете допусков линейных размеров прямолинейности, плоскостности, равенства диагоналей; и равным 0,6 при расчете перпендикулярности поверхностей изделия.
Для кирпича керамического размером 250×120×65 мм, если принять шестой класс точности, допуск по толщине будет составлять:
∆х = iК = i·1,0


 i = ai (0,8 + 0,001 65 )(3 65 + 25 + 0,013 652 ) = 3,74 мм
i = ai (0,8 + 0,001 65 )(3 65 + 25 + 0,013 652 ) = 3,74 мм
∆х = 3,74·1,0 = 3,74
а для ширины равной 120 мм:


 i = ai(0,8 + 0,001 120 )(3 120 + 25 + 0,013 120 2) = 4,45 мм
i = ai(0,8 + 0,001 120 )(3 120 + 25 + 0,013 120 2) = 4,45 мм
Метрология
Дата добавления: 2016-10-17; просмотров: 1278;