Промышленные роботы
Промышленный робот (ПР) – это стационарная или передвижная автоматическая машина, состоящая из исполнительного устройства в виде манипулятора и перепрограммируемого устройства управления, позволяющего автоматически или с участием человека заменять управляющую программу.
Манипулятор – устройство, оснащённое рабочим органом (схватом) для выполнения двигательных функций, аналогичных функциям руки человека при перемещении объектов в пространстве.
По служебному назначению ПР можно разделить на:
исполнительные, осуществляющие основные технологические операции (например, роботы сварочные, сборочные, окрасочные, для нанесения покрытий на детали и т.д.);
обслуживающие, которые автоматизируют вспомогательные операции (роботы контрольные, испытательные, маркировочные и т.п.);
транспортные, осуществляющие транспортирование грузов и манипулирование ими.
ПР могут входить в состав роботизированных комплексов (РК) и взаимодействовать в них с технологическим и вспомогательным оборудованием. РК могут входить в автоматизированные участки, линии, цеха. В роботозированных технологических комплексах (РТК) ПР выполняет вспомогательные операции типа "взять – положить", в роботизированных производственных комплексах (РПК) ПР выполняет основные операции технологического процесса (сборку, сварку, окраску). На рис. У.20 показаны примеры компоновок РТК на базе напольных роботов. Круговую компоновку (см. рис. У.20,а,б) применяют при стационарных роботах, линейно-параллельную (см. рис. У.20,в) – при передвижных роботах.
РТК для индивидуального обслуживания оборудования (см. рис. У.20,а) содержит станок 2 и встроенный в оборудование или автономный ПР 1, перемещающий заготовки из входного накопителя 3 к. станку, а от станка к выходному накопителю или транспортёру 4. Такая компоновка РТК характерна для крупно- и среднесерийного производства. В РТК с индивидуальным обслуживанием оборудования автоматизированы операции установки заготовки, снятия детали, базирования заготовки и фиксации её в рабочей зоне, обработка. Обеспечиваются транспортные и информационные связи с основным производством.
При групповом обслуживании оборудования, имеющем круговое (см. рис. У.20,б), линейное или линейно-параллельное (см. рис. У.20,в) расположение, ПР осуществляет еще и межстаночное транспортирование заготовок.
а) б) в)
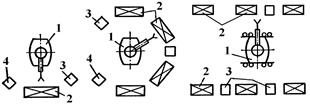
Рис. У.20. Примеры компоновок РТК: а, б – круговые; в – линейно-параллельная;
1 - промышленный робот; 2 – станок; 3, 4 – накопители заготовок и деталей
ПР характеризуют следующие параметры:
- грузоподъёмность – наибольшая масса изделия, которым робот может манипулировать в пределах рабочей зоны. Грузоподъемность ПР для машиностроительного производства – 5-500 кг;
- число степеней подвижности – общее число поступательных и вращательных движений манипулятора (без учета движений зажима-разжима его схвата);
- рабочая зона – пространство, в котором может перемещаться схват манипулятора;
- мобильность – способность совершать разные по цели движения: перестановочные (перемещения между рабочими позициями), установочные (перемещения в пределах рабочей зоны), ориентирующие (перемещения схвата). ПР, совершающие все эти движения, называют передвижными, только установочные и ориентирующие – стационарными;
- быстродействие – наибольшие линейные и угловые скорости перемещений конечного звена манипулятора. В большинстве ПР линейные скорости – 0,5-1,2 м/с, угловые – 90-180 град/с;
- погрешность позиционирования – среднее значение отклонений центра схвата от заданного положения и зона рассеяния этих отклонений при многократном повторении цикла установочных перемещений. Для большинства ПР погрешность позиционирования – от  0,05 до 1,0 мм.
0,05 до 1,0 мм.
Устройства программного управления ПР могут быть цикловыми (индекс Ц) и числовыми – позиционными (П), контурными (К), контурно-позиционными (С).
Приводы исполнительных органов ПР могут быть электрическими, гидравлическими, пневматическими, комбинированными.
В зависимости от степени совершенства конструкции и от информационных возможностей ПР подразделяют на 3 типа, или "поколения".
Первый тип характерен наличием только жёстких программ. Обеспечение новой программы может быть осуществлено, кроме необходимой переналадки, и путем так называемого "обучения", при котором человек проводит весь комплекс требуемых операций по ориентированию захватного (или технологического) устройства в пространстве (в необходимой последовательности этих операций). При этом соответствующие данные записываются на программоноситель.
Второе "поколение" – это "очувственные" ПР, которые могут работать по гибкой программе с использованием ЭВМ и обладают свойством частичной адаптации к окружающей среде. Это становится возможным благодаря оснащению исполнительных органов таких ПР различными датчиками: тактильными, локационными, оптическими, тензометрическими, цветовыми, температурными. Такие роботы могут работать и в условиях частичной неопределенности. В ЭВМ заложена программа типовых действий, конечная цель процесса.
Роботы третьего "поколения" ("интегральные") имеют элементы искусственного интеллекта, обладая сильно развитой адаптацией. Они могут выполнять логические задачи с целью выработки решений для достижения поставленной цели. Однако, круг задач, посильных этим системам, еще очень ограничен. В этих роботах сбор информации может осуществляться независимо от движения исполнительного органа и предшествовать ему.
Дата добавления: 2016-07-09; просмотров: 789;