Сорғыштарды пайдалануға монтаж және іске қосу
Ортақ мәлiметтер. Тарату соңғы кезде барлық көбiрек жинақтаудың алдындағы тексерудiң жанында сыртқы мiндердiң табылуы және комплект жасайтын жабдықтың бар болуын тексеру үшiн үрлегiштердiң сырттай қарауында болатын блоктық монтаж үшiн сору жабдығының жабдықтауы алады. Iргеге сорғыштың қоюын алдында , бекiткiш оның жағдайларынан ротор бiр жағынан жiберуде босатады. Бүлiнуден қорғаған қабыршақтарды алып тастайды. Нұсқауға сәйкес зауыт-жасап шығарушы ингибиторы бар шочки молар сорғыштың iшкi қуысынан арнайы саңылауларынан кейiн алады. Мысалы, ингибиторлар - бұл металлдардың коррозиясын химия процесс тұтқыр тотығулар зат. Мына барлық жұмыстарға акттердi құрайды.
Кәдiмгi жабдықтаудың жанында сорап агрегаттарының жинақтаудың алдындағы тексеруi операциялардың қатарынан тұрады. Ең алдымен қалакты сораптардағы сырғанау мойынтiрегi, бiлiк мойнағылар және шеткi тығыздауларды күйлер тексередi. Мойынтректер ол үшiн жарады. Түйiннiң тексеруiн басқа мағнада орынды өткiзiлсiн бесiншi. Сырғанау мойынтiректерiндегi саңылаулар қорғасын баспалары әдетте көмегiмен тексередi. Саңылауларды кеңес берiлетiн мәндер кестеге 5 келтiрiлген. Мысалы, нормалысы 90 мм нiң бiлiгiнiң мойыны ықтиярсыз майлаумен және диаметрмен сорған аспайтын бүйiрлеу саңылаулар 0,1∙90/100 = 0,09 мм және тағы басқалар. Мойынтректің қақпағының керiлiсi 0,05÷0,1 мм болуы керек 0,03 ммнiң сүңгiсi өтуi керек) салымдардың тiркеуiштiң жазықтығының тiрелуiн тығыздықтар тексередi; (бояу бойынша) подшипниктiң корпусының жонып өндеуiне салымдарының тiрелуi. (70% ауданнан кем) нашар тiрелудi жағдайда қырынудың салымдарын iлестiредi.
Сырғанау мойынтiректерiнiң тексерулерiнiң жанында майдың көлiгi үшiн корпустың күйi, май камералар, саңылаулар тексередi.
5 кесте. Мойынтiректерiндегi сырғанау берiлетiн саңылаулар - (өлшемдер бiлiктiң мойыны диаметрдiң 100 мм есептелiнген)
| Сорғылар | Айналу жиiлiк, об/мин | Саңылаулар, мм | |
| жоғарғы | бүйірлі | ||
| Ағын бөлiктегi аз саңылауларымен Мойынтректерді ықтиярсыз майлауымен Мойынтректерді сақиналық майлауымен | >3000 | 0,07-0,1 0,12-0,18 0,15-0,2 | 0,05—0,08 0,06-0,1 0,1-0,15 |
Мойынтректердің бөлшектерiнде түйiршiктер, сепараторлар және түсi өзгерудi түстердiң жоқтығы сақталуды ескеру тексерудiң жанында шариктi, бiлiкке және бекiтуге мойынтректердің бекiткiшiн сенiмдiлiк оларды корпуста тексередi.
Бiлiктiң мойындары тәуекел, сызаттар және қабыршақтар алуы керек. Бiлiктiң шейктерi керек болса жылтыратады. Мойынтректердің мойындарын жабуды алдында үрлегiштiң роторын оңай және байсалды қолдан қайтару үшiн сұйық майлармен жағады.
Тығыздағыштық нығыздалулар тексерудiң жанында төлкемен және корпустың жонып өндеуiнiң аралығында саңылауды бiр қалыптылықтарды анықтайды, төрт қарама қарсы қарама-қарсы нүктелердегi саңылауы айырмашылығы болуы керек 0,15 мм де бетер көп.
Егер сорса және электр қозғағышы ортақ рамада құрастырса, онда агрегат iргелерде орнатып бекiтедi. Блоктық агрегаттардың такелажы ыңғайлы траверстердi қолданып өндiрiп алу. Агрегаттың рамасындағы саңылаудағы жүк асып қоятын арқандары қосады. (рым - болттар) арнайы iлмектер немесе мойынтректердің астауында строптайды бөлек сорған. Түтiктерде строптауға ұсынылмайды.
Iргеге орнатылған сорамын негiзгi және қосалқы құбырлар қосады, агрегаттың ортаға келтiрулерi тексередi, электр қозғағыштары қосады және сорған жiберулерге әзiрлейдi.
Сорғыштың жұмысынан шу азайту үшiн дірілді изоляция жасайтын (129 сурет) және кесте 6) негiздердi әзiрлейдi. Түтiктер.үрлегiштер солқылдақ резеңке орнатулары арқылы 3 металл өрмемен құбыр жүйесiмен жалғастырады. Өту орындарындағы құбырлар
Резеңке, киiз, таскендiр бауынан айырғыш орнатуларын қабырға және аражабыннан кейiн алады. Негiз серiппелi виброизоляторларға 2 қойылған темiр бетон тақтаны 1 болады. Сорған рамаларға бекiтедi. Агрегаттардың ауырлық центрi туралы дірілді алмаса агрегатталмаса изоляторлардың орын ауыстыруды серiппелердiң үрлегiш және бiр қалыпты жүктеменiң горизонталдiқтары монтажда дегенiне жетедi, олар содан соң рамаларға пiсiредi.
Егер сорса және электр қозғағышы ортақ рамада агрегатирлемесе, онда ең алдымен электр қозғағышының бiлiк ұшының нақты өлшемi бойынша жарты муфталарды қашайды. Жонып өндеудi бойынша 2 өндiрiп алады - керең немесе қатты керiлген отырғызу қамтамасыз ететiн өлшемi бар класына дәлдiк. Жонып өндеудiң жанында жарты муфтаны шеттiң жонып өндеуiнiң өстерi және сыртқы цилиндрлiк беттiң соғуын ш жалғастырғышты перпендикулярлықты ескередi.
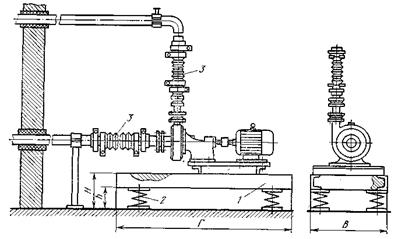
1- тақта, 2 - серiппе, 3- иілгішті орнатулар
129 сурет. Консолды сорғыш үшiн дірілді оқшалауға жасайтын негiз
Ерекше талаптардың қатары ұңғыма сорғыштардың монтажына әзiрлеуге көрсетедi. Ең алдымен тiк бағыттанғы оның өстерi ұңғымақтың өлшемдерiнiң сәйкестiгi және ауытқулар тексередi. Ұңғымақтың диаметрi шаманы Dс=DН ± 15, алуы керек,
6 кесте Дірілді оқшалауға жасайтын негiз, мм өлшемдерi
| Сорғы | В | Г | h | Н |
| 1.5К-6 | __ | |||
| 2К-6 | ||||
| 2К-9 | — | |||
| ЗК-9 | ||||
| 4К-18 | — |
Dc қайда - өзi тар жердегi ұңғымақ, мм ның диаметрi; DН - үрлегiш, ммнiң максимал сыртқы диаметрi; l- тiктенгi ұңғымақтың өстерi, мм/м ауытқу; Н - ұңғымаққа, м үрлегiштiң төменгi нүктесiнiң бату тереңдiгi. Егер ұңғымақ (аспайтын ауытқу 2-3) тiк болса, бiрақ тура және қажеттi өлшемдерi болады, реттiң үрлегiшiнiң монтажы ұйғарылады. Ұңғымақтың үстiнде сорғыштың тiрек элементтерi сонымен бiрге шамаға орталық қарағанда көлбеуге қарай орнынан түсiредi
S = (DС -DН)/2.
Сорғыштарда трансмиссиялық призмаларда секциялардың соғулары топырлап тексередi. Бөлiк соғуды шама орташа 0,5 мм аспауы керек, басқа жағдайда арнайы құрал-саймандағы бiлiктер басқарады.
Сорғыштардың ұзақ сақтауында құрастырудың алдында олар және құрастыруға толық емес бұзуларды өндiрiп алады. Бөлшектердi өзара орналастырылуды бұзуды алдында құрастырудың жанында таңбаны қатар қолдану үшiн таңбалайды. Кез келген қосудың бұзулары бастың алдында оны айналаларды мұқият тазартады.
Әрбiр алынған бөлшектердi жуып, тазартады, қысылған ауамен обдувают және таза орындарға жинақтайды. Бұзуды әдейi қолайлы аспап көмегiмен өндiрiп алады: (130 сурет) кiлттер, қағу талдар. Қашауды бұрандалы қосылысты ағытсын рұқсат етiлмейдi. Барлық сомындар бiрнеше сомынмен нығыздалған бөлшектердi ажыратуда бастапқыда бiр қалыпты жiбередi, содан соң толық бұрайды.
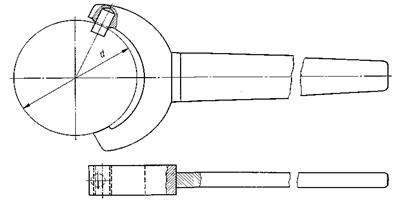
130 сурет. Дөңгелек сомындар үшiн кiлт
Сығып шығару бұрандалары көмегiмен ұштауларда бөлшектердi ағытады. Жауапты бөлшектердi алулар үшiн (94 және 95 сурет) арнайы шығарушыларды қолданады.
Алынған бөлшектердi мiндердiң жоюын олардың пайдаға асуы және мүмкiндiк анықтай қарап шығады. ұрастыруды алдында тотықпайтын болаттардан бөлшектердi түйiндес-тiрiлетiн беттерi графит сылауы немесе дисульфидтер жағады - молибденмен. Тiрек тақталарды деформацияларды индикатордың негiз болттарының созбалауында тексередi.
Консольды сорғыштар. Қоятын штифттардың тақтаға сорғыш және электр қозғағышының бекiткiшiн сенiмдiлiк, бар болулары тексередi.
Егер оның табандарының астында электр қозғағышының тексеруi және орам, астардың тоқашын өткiзуге керек олар құрастырудың жанында бұрынғы орынға орнатылу үшiн таңбаласа, ыстық сұйықтардың қотаруы үшiн консолды үрлегiштер бағытталған жылулық ұлғаю үшiн корпустың асттарында ұзына бойына шпонкасы болады.
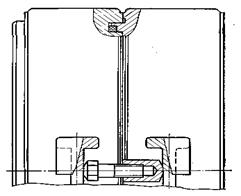
Кілтектегі бүйiрлеу жиынтық саңылау сүңгiмен, олар тексередi 0,04-0,06 мм аспауы керек. Сорғыштардың табандары болтпен тақтаға дистанциялық төлкелер арқылы бекiтедi. Төлкемен және табандардың арасындағы саңылаулар үрлегiштiң сызбасына сәйкес келуi керек. Талдайды нақтылы тiзбектегi қоюды орынында сорған. Келтiрушi құбырдың бөлiмшелерiн үзедi. Соруды қақпақты ұштаулардан гайка бұрап алып шығарады және резеңке төсемiнiң күйi, отырғызуды тығыздық және тығыздайтын сақинаның өлшемдерi тексередi. Домалақ кiлтпен жұмыс доңғалақты сомындарға бұрады, жұмыс доңғалақтарды шешедi және тығыздайтын белбеудi диаметрлер өлшейдi. (131, ә сурет) алдыңғы тығыздаудағы саңылау тығыздауды диаметрден тәуелдi болады.
D мм. 120-180 180 - 260, 260-360 360-500 500-800
Тарапқа саңылау, мм.. 0,2-0,3 0,25-0,35 0,3-0,4 0, 4-0, 5 0,6-0,8
Содан соңы сальниктердi талдайды және толтыратын заттарды тексередi. Мойынтректердің қақпақтарын шешедi және күйлер тексередi шариктi.
Мойынтректерді корпустары бөлшектердi қанағатты күйде сылаулармен жанар май құяды және тiзбектегi сорғышының құрастыруы, керi бұзуларға өндiрiп алады.
Толық талдау керек болса верстактерде ажыратып электр қозғағышының құбырларынан сорған өткiзедi. Жиюлысы сорған тақтаға және электр қозғағышын ортақтандырып оларға орнатады.
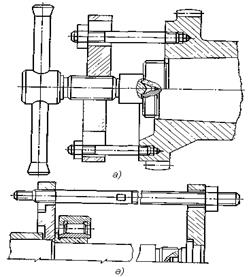
131сурет. Мойынтректердің (а) жарты муфталар және (ә) құрал-саймандар
Екi жақты кiрудiң сорғыштары. Осы тип сорғыштарын бұзу үшiн құбырларды үзуге қажетi жоқты, үрлегiштiң түтiктерi өйткенi корпустың астында орналастырған.
Сорған мұндай тiзбектерде талдайды. Жалғағыш муфталарды ағытады, домалақ қақпақты тiрек шешедi - таяныш мойыiрек және подшипниктердiң жоғарғы қақпақтары.
Ұштаулардан шығарады және сальниктiң қысымшы төлкесiнiң түйрегiштерiмен шешедi. Тiркеуiштiң жазықтығы бойынша үрлегiштiң қақпағының бекiткiшiн гайкаларды бұрады, сығып шығару бұрандаларымен тiркеуiштiң жазықтықтары түсiредi. Қақпақты оның (рым-бұрандамалар) арнайы iлмектерiнде iлулермен шешедi. Корпустан тығыздайтын сақиналары бар жиынға роторлары алады және ол қажеттiлiк жоқ болғанда талдамайды.
132 сурет. Ротордың бөлшектерiн алу үшiн құрал-сайман
Бөлшектердi күй және тығыздағыш саңылауларын өлшемдер бұзулардан кейiн тексередi. Кеңес берiлетiн саңылаулар анықтама мәлiметтерiнiң сайланады
Құрастыруды керi реттерде бiлiк бойынша доңғалақтың төлкесiнiң орын ауыстыруының корпустың бұру каналының өстерi бойынша доңғалақтың орташа жағдайы қамтамасыз ете өндiрiп алады. Май қаққыштар бiлiкте бұрандалармен бекiтедi. Корпустар тiркеуiш бойынша паронит төсемдерiн орнатады. Тiркеуiштiң фландықтары бүлiнуден қорғаған сылаулармен алдын ала жағады. Қақпақты сомын корпустарына бекiтедi және екi конустық штифттармен бекiтедi. Сорғыштың роторы созылулардан кейiн оңай қолдан айналуы керек. Егер роторларды талдаса, оның такомалардың реттерiнде жинайды. Кілтекте бiлiктiң бiр бөлiгi орташа жұмыс доңғалақтар орнатады. Сонымен бiрге ықыластар айналдырады қалақтардың (жұмыс) дөңес ротор айналуға қарай аудару үшiн онда. Бұзудың жанында зауыт құрастыруы бойынша доңғалақтың жағдайын тәуекелдердi бiлiкте жасалып сақтауға ұсынылады. Доңғалақтар екi тараптардан да қорғайтын төлкелер орнатады және оның дөңгелек сомындармен созады. Сальниктiң қорғайтын төлкелерiнде су затвордың сақинасы және сальниктiң қысымшы төлкелерiн киедi.
Фландықтар және (май қаққыштар, май сақиналар) мойынтректердің қақпағының бiлiктерiне киедi, шарикмойынтректерге шарт қояды, роторға қоюды алдында жылыту оларды 80оС. дейiн май шомылғыда алдын ала корпуста жұмыс доңғалақтың тығыздайтын сақиналарын киедi. Екi жақты кiрудiң үрлегiштерiне сол сияқты құрастыруды және спираль түрiнiң көпсатылы сораптарын бұзуларды өндiрiп алады.
Секциялы сорғыштар. Бұзулар үшiн құбырлар және тiрек тақтадан бастырмалатуды қақпақтарды үзедi. Бұзуды алдында нұсқағыш туралы тәуекелдер бойынша ротордың жағдайларын тексередi. Бұзуды рет: жақтан еркiн бiлiк ұшының кронштейнiнiң домалақ қақпақтарын шешедi және дөңгелек сомынды, бекiтiп жатқан мойынтректерді бұрады. Мойынтрекпен бiрге кронштейн бiлiк, бiлiк ұшымен шешедi тығырықтайды. Дөңгелек сомындарды бұрады диск және жастықтарға құрал-сайман арқылы жұмыс бетiн зиян жасамасын бесiншi болу үшiн абайлап шешедi су бесiншi. Сығып шығару болттарымен түсiру құрылымының төлкелерiн алады.
Секцияларға бастырмалатуды қақпақ негiз тимайтындай етiп ағаш брустар салады кергiш түйрегiштердiң гайкаларын бұрады және бастырмалатуды қақпақтарды шешедi: (үлкенi масса) ауыр қақпақты крандармен алдын ала жаяу жол салады.
Егер болуы мүмкiн, жұмыс доңғалақ, ептеген кiшкене ломдармен көмектесе қолдан шешедi: кiшкене ломдар секциямен және жұмыс доңғалақтың аралығында саңылауларға жұмыс доңғалақты дисктi үзбеу үшiн үлкен күштер сонымен бiрге қоса тiркемей қыстырады. Жұмыс доңғалақ оның келесi секциясымен соғыстыра түсуге болады. Егер секциялардағы монтаждық табандар ескерiлсе, олар оңай (133 сурет) домкраттар арқылы айыру.
133 сурет. Домкраттардың секцияларының ағытуы
Өңге жұмыс доңғалақтар және секцияларды сол сияқты шешедi. Егер қажетi жоқса, бағдарлаушы аппараттар, секциялардан алмайды.
Егер қажеттiлiк бөлшектердi тексеру бiлiктi суырып алуға пайда болса, шығарушымен жарты муфталарды шешедi, мойынтрегі бар алдыңғы кронштейндердi үзедi, сальниктiң буксасы және бiлiктердi әлсiретедi бастырмалатуға қарай алады.
Жинайды керi ретте сорған. Кергiш түйрегiштер сонымен бiрге түйрегiштердiң қоныстарындағында қақпақтардың шеттер арасындағы қашықтықтарын теңдiктермен тексеретiнiн бiр қалыпты созады. Дисктiң тiрелуiн бiр қалыптылық бояу бойынша тексередi
Жастыққаа бесiншi. Дискпен ротор ол үшiн жастықтарға қысады және қайтарады. Егер бояудың iздерi домалақ беттiң ауданы 70/0нен кем аудандарда болса, онда дисктердi ысқылайды. Дисктiң бетiне ол үшiн майы бар майда ажарлауұнтақтың жiктерi келтiредi, бiлiк ұшына мойынтректерді орнатады. Ротор жастықтарға қысады бесiншi және әртүрлi тараптарда тербелгiш қозғалыстармен ол қолдан айналдырады.
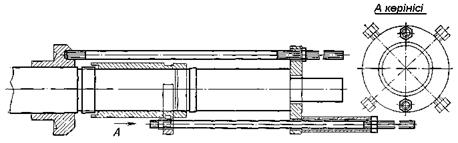
Iрi тiк центрден тепкiш және бiлiктi соғыштар. Түйiн бойынша әдiстермен құрастырады. Iшек бойынша түйiндердiң қоюлары үшiн негiздi бөлшек ретiнде нұсқауға сәйкес зауыт-жасап шығарушы құрастыратын электр қозғағышын пайдаланады. Ерекше iлтипат бiлiктiң өстерi табан тiреудiң сегменттерiнiң айнасының перпендикулярлық-тарына айналдырады. Сонымен бiрге, iшек бойынша оның жоғарғы тiрек жазықтығының горизонталдiғы (134 сурет) салынған заттын тiрек сақиналар орнатады бақылау сызғыш қойылған деңгейлермен тексередi. Салынған заттын сақина қоятын домкраттармен астарлы орын алмастырады. Электр қозғатқыштың статорының салынған заттын сақинасының үстеп құюларынан кейiн күректейдi, монтажға үрлегiштiң жиынтық бiрлiктерiн азатқан ойық арқылы әпередi. Салынған заттын сақинаға (немесе ортадан тепкiш сорапты корпус) бiлiктi сорғыштың ауыспалы сақиналары орнатады. Жиынтық бiрлiктердi ары қарай монтаж негiздiң ойығы арқылы соғыштың құрастырушы сызбасына сәйкес жүзеге асырады.
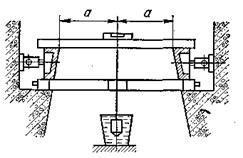
134 сурет. Тiк сорғыштың салынған заттың сақинасының көрмесi
Жұмыс доңғалақпен және камераның аралығында радиал саңылауы дөңгелек бойынша болуы керек. Жұмыс доңғалақты диаметрден саңылауға тәуелдi болады:
Жұмыс доңғалақ, диаметрi. мм . 300 500 800 1200 1600
Тарапқа радиал саңылауы, мм 0,2÷0,3 0,4÷0,5 0,8÷1 1 ÷ 1,4 1,3÷1,8
Саңылау интервалы бар төрт жағдайлардағы ротордың бұрылысында 360° қа 90° тексередi.
Құрастырулардан кейiн электр қозғағышы прицентровывают сорамын.
Ұңғыма сорғыштары. Сорғыштардың монтажы ыңғайлы үш аяқ арқылы өндiрiп алсын ұңғымақтың тамағының үстiнде орнатылатын. Агрегаттардың көтеру үшiн жүк көтергiш те жүқшығырды пайдаланады.
Сорап агрегатына ұңғымаққа түсiрудi алдында су көтеретiн тұрбаның төменгi секциясы және кабелдер қосады. Құбырға монтаждық қамыттарды кигізеді. Болғанша, сорап агрегаттарын көтередi және қамыт оның ұңғымақтарына кiргiзе кетедi тiрек тақтаға пысынамайды. Бекiтiлген монтаждық қамытты онда келесi құбырларынқосады.
Агрегаттар көтередi, алдыңғы қамыттарды шешедi және келесi бөлiкке сорған. Тиiстi тереңдiкке агрегаттарды сайып келгенде лықсиды. Егер жүк көтеру құрылымдар, құбырларды мүмкiндiк бередi бiрнеше секциялардың қоюлары жолымен өсiп жетiлдiрсе. Соңғы секцияға және iргелерге орнатқан тiрек сақина бекiтедi.
Секциялар трансмиссиялық қолданумен қамыт бiр-бiрiне топырлап дәйектi түрде орнатады. Бiлiк ұштары бұранды қатты муфтамен, құбырларды жалғастырады - фландықтармен. Бiлiктiң айналуын байсалдылықтар әрбiр секцияның төменгi қосуларынан кейiн тексередi.
Тiрек, табандыға агрегаттың ұзындығының тиiстi өлшемдерiнiң қамтамасыз етуi бар құрастырушы сызбасы бойынша орнатады.
Егер тiрек бағанның шарикмойынтректері алмастыруға керексе, онда құрастырудың жанында дистанциялық епелектердi тередi. Епелектер сыртқы обоймалардың арасындағы мойынтректердің жұмысын люфттар және ұстап қалуларсыз қамтамасыз ететiн қалыңдықпен тередi. Жоғарғы мойынтректің сыртқы обоймасын ол үшiн 100 кгс күштермен жүктейдi, мойынтректің онына төменгі сыртқы обойманы (135 сурет) жылжымайтын көлденең жазықтықтарға сүйенедi. Р күштiң әсерiнен холардың саңылаулары таңдалғандар болады және қасында. Төрт диаметрлiк нүктелер төрт бiр қалыпты тақталанғандармен Н қашықтықтары өлшейдi.
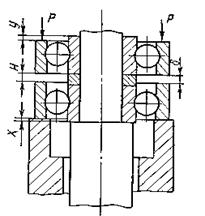
135 сурет. Арақашықтық епелектiң қалыңдығын анықтау сұлбасы
Епелектердiң жуандығын ба, iшкi обоймалардың арасындағы шарттардан таңдайды δ = Hср+0,02 мм сыртқы обоймалардың арасындағы орташа арифметикалық қашықтық; 0,02 мм - саңылаулар қажеттi кепiлдiк беретiн кiру рұқсаты.
Епелектер δ тиiстi қалыңдыққа ның қайрауларымен қамтамасыз етедi. Епелектердiң қалыңдығын iшкi обоймалардың арасындағы 3-6 мм шектерiндегiн таңдайды. Екiсi епелектердi шынықтырады. Электр қозғағышының ортаға келтiруi сорамын құрал-саймандардың енен дәрменмене дейiн өндiрiп алады.
Поршень сорғыштарын қояды пломбалаған. Өндiрiп алмайтын олар тексерудi сондықтан. үрлегiштер алып тастамайтын бүлiнуден қорғаған сылауды сұыйқ консервiлейдi. Егер қотара соратын сұйықта рұхсат етiлмейдi сылаудың мазмұныса, үрлегiштiң iшкi қуыстары 70÷90°С температурасымен суды үрлеудi сылаулардан тазартады, сыртқы беттер жанармаймен немесе уайт-спирит суланған ескi-құсқылармен үйкеп тесу қажап тоздырады.
Сорғыштың монтажы оның iргесiне қоюда және су перiсi және бумен құбырлардың төменгi қосуында болады. Құбырлар күштер алып беруi керек сорған. үрлегiшке сықау құбыржолындағы қысымның пульсi және берудi бiр қалыптылықтың кiшiрейтулерi мақсатпен тiкелей үнемi бейтарап газ немесе ауа болуы керек болатын (ол егер зауытпен жабдықтауды комплектте ескерiлмеген) әуе қазығы орнатады.
Поршень сорғыштары үшiн вакуумның әсерiнен деформациялайтын құбырлар соруды сызықта қолдануға рұқсат етiлмейдi.
Сорғышта тығыздағыштық нығыздалуларды күй және штоктердiң орын ауыстыруын байсалдылықтар тексередi. Егер электр қозғатқышпен сорған әртүрлi рамаларға орнатылса, онда олар қоюдың жанында ортаға келтiредi. Түрi төлқұжатта көрсетiлген соратын сылауды үрлегiштiң корпуста айдаушы түйiнi ақырғы олардың қоюынан кейiн құяды.
Монтаждың орынында бақылау, толық емес және толық бұзуға душар бола аладуға соруға керек болса.
Сорғышпен бақылау бұзуының жанында арматураны, клапандар, бумен және гидравликалық цилиндрлардың қақпақтарын шешедi. Тығыздағыштық нығыздалуларды талдайды және толтыратын заттарды алып тастайды. Арнайы кiлтпен муфталардан түйрегiштерiн бұрап алады. Цилиндрлардан пiскектерi алады. Сорғышпен қойылатын арнайы кiлттiң клапан қорабының ұяларынан клапандармен бiргелердi ерлерi алады.
Сорғыштар, бұдан басқа операциялардың толық емес бұзуының жанында, тетiктердiң түйiндерiн шешiп талдайды. Пiскектер және мысқалдарды талдайды, сальниктердiң корпустарын шешедi. Жағалауға таяу жер үрлегiштерде пiскектердi талдайды, бастаушы бiлiктiң қақпақтарын шешедi және шатундары бар бiлiк және жорғалағыштармен алады. Жетекшi белдiктен шығарушымен шкивтердi шешедi және жетекшi белдiктер алады.
Толық бұзуды слесарь шеберүстелде ерекше жағдайларында өндiрiп алады: барлық қалған бөлшектер корпустардан үзедi, сақтағыш клапандарды талдайды. Цилиндрлардың төлкелерi олар алмастыру тек қана қажеттiлiк жағдайда жаңа итерiп шығарады.
Егер цилиндрлардың төлкелерiнiң диаметрi тозудың нәтижесiнде үлкейсе, салыстыр-ғанда бастапқы өлшемдi 0,25-0,3 мм, қабырға шамаға цилиндрлардың төлкесi 20% қалыңдықтан аспайтын қашайды.
Клапандардың жұмыс беттерi және сонымен бiрге тозуды шара бойынша шашы ағарды қашап ысқылайды. Металлдың орымы 1,5 мм аспауы керек.
Сорғыштардың құрастыруын керi реттерде жүзеге асырады. Ерекше iлтипат бекiткiштi сенiмдiлiктерге айналдырады ұялардағы клапандары және ерлерге клапандардың ысқылауын тығыздықты шашы ағарды. Пiскектер түйрегiштерде берiк бекiтедi.
Сақиналар пiскек ойыстарындағы оңай жылысуы керек. Дұрыс күйдегi төсемдерi берiк қысуы керек. сорғыштың төлқұжат көрcетiлген қысымға сақтағыш клапандарды реттейдi. Ванның түрiнiң вакуумды сорғыштары. Жүйесiне сорғышының төменгi қосуларына дейiн вакуумның құрылған шамаларын тексередi. Жiберетiн түтiктегi бұқтырмалары орынына ол үшiн сынап компрессия манометрлерiн қосқан немесе аспап дәлдiгi бойынша басқа ұқсас арнайы тығыз бекiтiлген қақпақты орнатады. Егер қалдық қысымға төлқұжат мәлiметiмен сәйкес келсе, сорған жүйелерге қосады. Ерекше iлтипат құбырдың тығыз бекiтiлгендерiне айналдырады.
Вакуумды сорғыштар олардың бұзуын қажеттiлiктi шығаратын пломбалалған түрде қояды. Егер мұндай қажеттiлiк пайда болса, онда бұзуды нұсқауға сәйкес зауыт-жасап шығарушы таза жүзеге асырады, шеттетiлген бөлме жылу. Тазалық, бұзу және құрастыруды процессте - үрлегiштiң нормалы жұмысы үшiн керектi шарт. Жағады сорған және тек қана арнайы вакуум майы оларға құяды. Құрастырудың жанында барлық бұрандалық қосылыстар толтыра созады. Бұранды штуцер қосулары денелiк ескерт зығыр орамасы бар эмальмен жабады. Құрастырулардан кейiн сорған 48 сағ iшiнде шыдайды, не ол кейiн майлармен жанар май құяды және жiберулерге дайындайды.
Дата добавления: 2016-06-24; просмотров: 1968;