Координаты опорных точек паза
| Точка | Координата по оси X | Координата по оси Y |
| Tl | ||
| Т2 | ||
| ТЗ | ||
| Т4 |
Подведем режущий инструмент к первой опорной точке:
N50 G00 Х3 Y8
Следующие два кадра заставляют инструмент опуститься на требуемую глубину в материал заготовки.
N60 G00 Z.5
N70 G01 Z-l F25
Как только инструмент окажется на нужной глубине (1 мм), можно перемещать его через все опорные точки для обработки паза:
N80 G01 Х3 Y3
N90 G01 Х7 Y3
N100 G01 Х7 Y8
Теперь следует вывести инструмент из материала заготовки – поднять на небольшую высоту:
N110 G01 Z5
Соберем все кадры вместе, добавим несколько вспомогательных команд и получим окончательный вариант программы:
| Кадры УП | Описание кадра |
| % | Символ начала программы |
| О0001 (PAZ) | Номер программы (0001) и ее название (PAZ) |
| N10 G21 G40 G49 G54 G80 G90 | Строка безопасности |
| N20 М06 Т01 (FREZA D1) | Вызов инструмента № 1 |
| N30 G43 Н01 | Компенсация длины инструмента № 1 |
| N40 M03 S1000 | Включение оборотов шпинделя (1000 об/мин) |
| N50 G00 X3 Y8 | Ускоренное перемещение в опорную точку Т1 |
| N60 G00 Z0.5 | Ускоренное перемещение инструмента B Z0.5 |
| N70 G01 Z-l F25 | Перемещение на глубину 1 мм на подаче 25 мм/мин |
| N80 G01 ХЗ Y3 | Перемещение инструмента в точку Т2 (25 мм/мин) |
| N90 G01 Х7 Y3 | Перемещение инструмента в точку Т3 (25 мм/мин) |
| N100 G01 Х7 Y8 | Перемещение инструмента в точку Т4 (25 мм/мин) |
| N110 G01 Z5 | Подъем инструмента вверх в Z5 (25 мм/мин) |
| N120 М05 | Выключение оборотов шпинделя |
| N130 МЗ0 | Завершение программы |
| % | Символ конца программы |
12. Ускоренное перемещение – G00
Код G00 используется для ускоренного перемещения. Ускоренное перемещение, или позиционирование, необходимо для быстрого перемещения инструмента к позиции обработки или безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения инструмента слишком высока и непостоянна. Применение кода G00 позволяет существенно снизить общее время обработки.
На рис. 6.2 показана фреза, которая перемещается из некоторой безопасной позиции к заготовке для обработки паза. Вы уже знаете, что для фрезерования паза сначала нужно подвести фрезу максимально близко к поверхности заготовки, а затем осуществить вертикальное врезание в материал на нужную глубину. Для экономии времени на выполнение холостых ходов в программе обработке мы должны указать координаты точки у поверхности заготовки, в которую инструмент должен переместиться максимально быстро. Непосредственное врезание инст румента в материал заготовки осуществляется со скоростью рабочей подачи и при помощи другого кода.
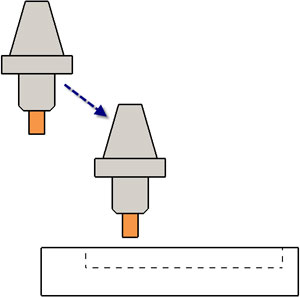
Рис. 6.2. Ускоренное перемещение G00
Для выполнения ускоренного перемещения достаточно указать в кадре код G00 и координаты требуемой позиции.
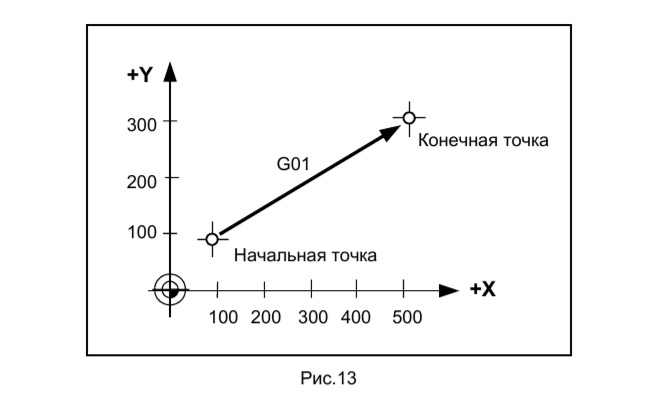
13 Линейная интерполяция с предусмотренной скоростью подачи, - G01.
Перемещение с заданной скорость подачи (в F-слове) к конечной точке кадра осуществляется по прямой линии. Все координатные оси завершают движение одновременно. Скорость подачи в конце кадра снижается до нуля, но только если инструкция G08 пассивна. Запрограммированная скорость подачи является контурной,
т. е. значения подачи для каждой отдельной координатной оси будут меньше. Значение скорости подачи обычно ограничивают настройкой «машинных параметров». Вариант комбинации слов с инструкцией G01 в кадре: G01_ X_ Y_ Z_F_. Особенности использования инструкции G01:
в любом кадре инструкция G01 может быть представлена вместе с позиционными данными или без них;
в любом кадре инструкция G01 сопровождается F-словом, если до этого подача не была назначена;
назначенная подача остается активной, пока ее значение не будет переопределено.
инструкция G01 является модальной, и ее появление деактивирует G-инструкции той же группы: G0O, G02, G03, G05, G10-G13, G73, G200.
Фрагмент программы:
X100 Y100 /Начальное положение.
G01 X500 Y300 F100 /Движение к конечной точке.
Дата добавления: 2016-06-02; просмотров: 1970;