Компенсация длины инструмента
При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения) определяется запрограммированными координатами. Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя. Для того чтобы в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ, на какую величину по оси Z нужно сместить эту базовую точку.
Перед началом обработки оператор должен измерить длину каждого из инструментов, использующихся в программе, и ввести числовые значения длин в соответствующие регистры компенсации длины инструмента (или в таблицу инструментов). Смещение базовой точки шпинделя на величину длины инструмента называется компенсацией длины инструмента.
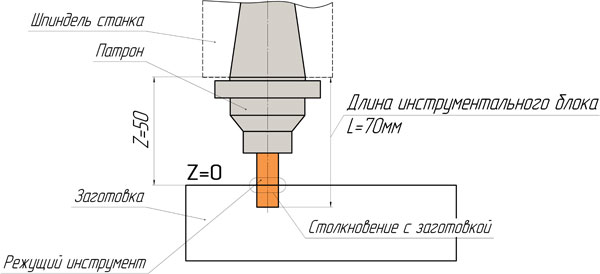
Рис. 4.9. Если необходимо переместить инструмент длиной 70 мм в Z50, а компенсация длины инструмента не произведена, то произойдет опасное столкновение с деталью
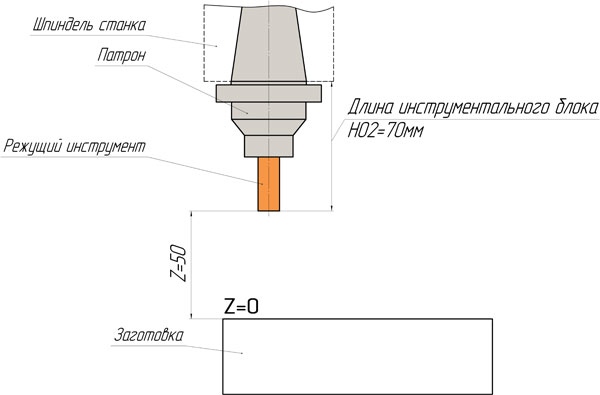
Рис. 4.10. Если нужно переместить инструмент в Z50 и в программе есть код компенсации длины инструмента, то режущая кромка фрезы не дойдет до поверхности детали ровно 50 мм
Компенсация длины инструмента на большинстве современных станков активируется командой G43, а отменяется при помощи G49 или Н00. При создании УП программист не указывает напрямую значение длины инструмента (он еще не знает точной длины), а использует «ссылку» на соответствующий регистр компенсации инструмента в памяти СЧПУ.
Дата добавления: 2016-06-02; просмотров: 1576;