Методы организации производства. Организация непоточного производства.В зависимости от особенностей производственных процессов и типа производства применяется определенный метод организации
Организация непоточного производства.В зависимости от особенностей производственных процессов и типа производства применяется определенный метод организации производства,
Метод организации производства — это способ осуществления производственного процесса, представляющий собой совокупность средств и приемов его реализации и характеризующийся рядом признаков, главным из которых являются взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования и степень непрерывности производственного процесса.
Существуют три метода организации производства:
1) непоточный (единичный);
2) поточный;
3) автоматизированный.
Непоточное производство характеризуется следующими признаками:
1) все рабочие места размещаются по однотипным группам оборудования без определенной связи с последовательностью выполнения операций; например, на машиностроительных предприятиях это группы токарных, фрезерных, сверлильных, шлифовальных, строгальных станков, слесарных верстаков и др.;
2) на рабочих местах обрабатываются разные по конструкции и технологии изготовления предметы труда, так как их выпуск исчисляется единицами;
3) технологическое оборудование в основном универсальное, однако для обработки особо сложных по конструкции деталей, больших габаритов могут применяться станки с ЧПУ, «обрабатывающие центры» и т.п.;
4) детали перемещаются в процессе изготовления сложными маршрутами, в связи с чем возникают большие перерывы в обработке из-за ожидания их на промежуточных складах и в подразделениях отдела технического контроля (ОТК). После каждой операции деталь, как правило, поступает или на промежуточный склад цеха, или на рабочее место контролера ОТК. Еще большие перерывы наблюдаются при межцеховых ожиданиях (из механического цеха — в термический или гальванический, а затем обратно в этот же механический цех). Каждый рабочий получает деталь для выполнения последующей операции не с предыдущей операции, а с промежуточного склада или от контролера ОТК.
Непоточный метод применяется в основном в единичном и мелкосерийном производстве и характерен для экспериментального: и ремонтно-механического цехов, цеха мелких серий и других специальных цехов организации (например, цехи с оборудованием ГПС — гибкие производственные системы и т.п.).
Организация производства при непоточном методе представлена на рис. 7.
Разработка технологических процессов для каждого изделия детали носит индивидуальный характер и выполняется обычно техчастью цеха по индивидуальным заказам.
Рис.7. Схема расстановки групп оборудования и движения одной из деталей в механическом цехе непоточного производства при технологической специализации производственных участков.
Непоточное производство в организационном отношении является довольно сложным и не соответствует в полной мере принципам организации производственного процесса.
Для рациональной организации непоточного производства заказы на изготовление деталей и изделий следует комплектовать по времени их обработки и осуществлять запуск деталей в производство группами (при таком способе этот метод организации производства иногда называют групповым и применяют в мелкосерийном типе производства).
Организация поточного производства. Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее фиксированным темпом.
Важнейшим условием поточной организации производства является устойчивая концентрация в одном производственном звене значительных масштабов выпуска однородной или конструктивно-технологически сходной продукции.
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток является основным методом его организации. Применяется он и при крупно- и среднесерийном выпуске продукции, особенно на участках, где выпускаются узлы и детали широкого применения. При единичном производстве используются элементы поточного производства для изготовления унифицированных деталей и узлов.
Поточная организация производства характеризуется следующими признаками:
1) разделение производственного процесса на отдельные операции и длительное их закрепление за определенным рабочим местом;
2) специализация каждого рабочего места на выполнении определенной операции с постоянным закреплением одного или ограниченного количества технологически сходных предметов труда;
3) согласованное и ритмичное выполнение всех операций на основе единого расчетного такта (ритма) поточной линии;
4) размещение рабочих мест в строгом соответствии с последовательностью технологического процесса;
5) передача обрабатываемых деталей с операции на операцию с минимальным перерывом и при помощи специальных транспортных устройств.
В поточном производстве наиболее полно выражены основные принципы высокоэффективной организации производственного процесса и в первую очередь принципы прямоточности, непрерывности и ритмичности.
Основным звеном поточного производства является полная линия, т.е. совокупность специализированных рабочих мест, расположенных согласно технологическому процессу и выполняющих определенную его часть.
В зависимости от уровня специализации производства, объема и характера выпуска продукции, применяемой техники и технологии поточные линии классифицируются по ряду признаков.
По номенклатуре обрабатываемых изделий выделяют постоянно-поточные однопредметные линии, за которым закрепляются на длительное время обработка или сборка одного наименования продукции, что возможно в условиях массового производства.
Постоянно-поточные многопредметные линии, на которых ведется обработка нескольких наименований изделий, сходных в конструктивном и технологическом отношении без переналадки оборудования; такие линии применяются, когда трудоемкость работ по одному наименованию изделия недостаточна для полной загрузки рабочих мест (серийное производство);
По методу обработки закрепленных предметов различают:
переменно-поточные линии, создаваемые для поочередной обработки нескольких наименований деталей (изделий), имеющих сходные технологические маршруты; при переходе от изготовления одной детали к изготовлению другой проводится переналадка оборудования поточной линии; сроки запуска в производство изготовляемой продукции регулируются стандартными графиками; применяется в серийном производстве; групповые поточные линии, на которых обрабатывается или собирается по типовым технологическим процессам на одном и том же оборудовании значительная номенклатура продукции, близкой по формам предмета труда, имеющей общий технологический маршрут, с использованием групповой оснастки, но без переналадки оборудования.
Нa основе специальной классификации подбирается группа деталей, имеющих конструктивную и технологическую общность. Создается условная деталь, которая включает особенности деталей, включенных в данную группу, и для нее разрабатывается единый групповой технологический процесс, определяется набор инструмента и специальных приспособлений, обеспечивающих обработку всех деталей группы.
По степени непрерывности производства выделяют:
непрерывные поточные линии, являются наиболее современной формой поточного производства; на ней продолжительность каждой операции равна или кратная такту; предметы труда с одной операции на другую перемещаются поштучно и без пролеживания, применяется параллельный метод движения предметов труда; они обеспечивают строгую ритмичность и наиболее короткую длительность производственного цикла; широко применяются при сборке часов, тракторов, приборов, автомобилей;
прерывные (прямоточные) линии, они не имеют четкой синхронизации всех операций; на отдельных, более трудоемких операциях образуется оборотный задел, для обработки которого привлекаются дополнительные рабочие места; работа ведется партиями по стандартному графику; применяются прямоточные линии при обработке трудоемких деталей на разнотипном оборудовании в механических цехах и при серийном типе производства.
По способу поддержания такта различают:
линии с регламентированным тактом, на которых изделия
(детали) передаются с одной операции на другую через точно фиксированное время, что характерно для непрерывно поточных линий; при сво6одном ритме детали на последующую операцию передаются по мере готовности, возможны отклонения от расчетного такта;
По охвату производства выделяют:
поточные, участковые, цеховые, межцеховые, сквозные.
Для поточных линий характерно применение специальных транспортных устройств, которые выполняют функцию не только перемещения предметов труда с одного рабочего места на другое, но часто и поддержания такта работы поточной линии. Выбор вида транспортных устройств зависит от вида поточной линии, особенностей конструкции предмета труда и технологического процесса.
Применяемые транспортные устройства в поточном производстве делятся на бесприводные (скаты, рольганги, склизы-желоба и др.) и приводные. Приводные устройства делятся на подъемно-транспортные механизмы (мостовые краны, кран-балки, электрокары, автопогрузчики и др.) и конвейеры. Бесприводные и подъемно-транспортные механизмы применяются на прямоточных линиях.
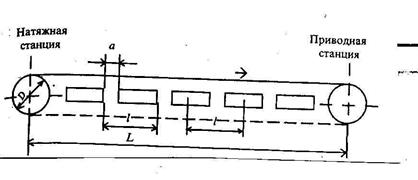
Рис. 8. Схема поточной линии (конвейера):
I – шаг конвейера; а – расстояние между двумя смежными рабочими местами; L- длина конвейера; D – диаметр барабана (зубчатой передачи)
Конвейеры — приводные транспортные устройства, которые не только перемещают предметы труда с одной операции на другую, но и регулируют такт потока (рис. 8.).
По конструктивным признакам различают ленточные и цепные (пластинчатые, скребковые, ковшовые, подвесные и др.) конвейеры.
В зависимости от характера движения конвейеры бывают с непрерывным и прерывным (пульсирующим) движением. При непрерывном движении конвейера все операции выполняются одновременно с перемещением предметов труда. На пульсирующих конвейерах операция выполняется в период его неподвижности.
При наличии на поточной линии параллельных рабочих мест, выполняющих одинаковые операции, применяются распределительные конвейеры с адресованием предметов труда (рис. 9.). Для этого каретки, тележки, где находятся предметы труда, нумеруются. За каждым рабочим местом закрепляется определённая последовательность их номеров для обработки предметов труда. Широко используются в пошивочных цехах обувных предприятий, а также в машиностроении на технологических потоках.
В механосборочных цехах машиностроительных предприятий массового производства находят применение толкающие автоматические конвейеры с программным управлением для адресования изделий на рабочие места.
Таким образом, действующие в комплексе и синхронно с другими рабочими машинами конвейеры позволяют регламентировать движение изделий на линии путем соблюдения установленного такта (ритма). Они обеспечивают параллельное выполнение операций, снижают длительность производственного цикла, повышают производительность труда.
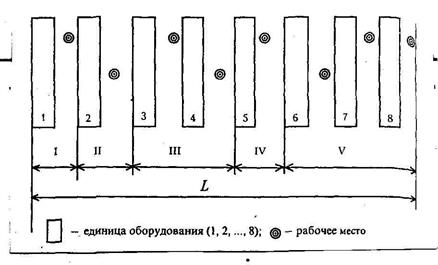
Рис. 9. Схема планировки технологической поточной линии:
I – V – номера операций; L – длина поточной линии. Транспортное устройство не показано.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий и расчета показателей работы линии. Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкции и прогрессивности технологических процессов, обслуживанию основного производства, планированию и учету. Конструкция изделий должна быть отработана, стабильна, с широким применением стандартных и унифицированных деталей и узлов. Большое значение имеет технологичность конструкции, обеспечивающая минимальную трудоемкость и себестоимость ее изготовления, минимальную материалоемкость; конструкция изделия должна быть разработана на принципе взаимозаменяемости деталей и узлов; высокое качество конструкции должно способствовать ее устойчивости.
Разрабатываемая технология должна обеспечивать применение высокопроизводительного специального оборудования и прогрессивных методов обработки, взаимозаменяемость деталей и узлов, специализацию рабочих мест. Важным вопросом технологической подготовки является синхронизация операций, т.е. обеспечение равенства или кратности времени операций такту поточной линии.
Достоинства:
Применение высокопроизводительного специального оборудования, инструмента и оснастки, специализация рабочих мест, использование прогрессивной технологии и оптимальных режимов работы оборудования снижают трудоемкость выпускаемой продукции. Рациональная система обслуживания рабочих мест, отсутствие или сведение к минимуму простоев из-за переналадки оборудования, четкий режим работы поточных линий обеспечивают наиболее полное использование рабочего времени, рост производительности труда. При поточной организации производства сокращаются все элементы длительности производственного цикла, в частности технологического— за счет роста производительности труда, транспортного — за счет расположения рабочих мест по ходу технологии, отсутствия межоперационного пролеживания полуфабрикатов, применения параллельного сочетания операций, совмещения технологических, транспортных и контрольных операций, применения высокопроизводительных транспортных устройств. Уменьшение длительности производственного цикла приводит и к сокращению заделов, величины оборотных средств и ускорению их оборачиваемости.
Тщательная разработка технологического процесса и его устойчивость обеспечивают приобретение рабочими производственных навыков, что создает условия для выпуска продукции запланированного качества и сокращения брака.
Рациональные планировка и использование оборудования приводят к увеличению выпуска продукции и улучшают фондоотдачу.
В результате рационального выбора основных материалов, установления их оптимальных размеров, допусков и припусков, применения эффективных методов централизованного раскроя и использования отходов обеспечивается снижение их затрат.
Все эти факторы в конечном итоге приводят к снижению себестоимости выпускаемой продукции, росту прибыли и рентабельности производства, быстрой окупаемости затрат, связанных с организацией поточного производства.
Использование достижений научно-технического прогресса при организации поточного производства позволяет значительно расширить его применение. Включение в поточную линию сборочных, сварочных автоматов, установок токов высокой частоты, литейных агрегатов, автоматов по контролю качества, загрузки станков, применение более совершенных транспортных устройств создают предпосылки для ликвидации разрывов в производстве между отдельными поточными линиями, цехами и перехода к сквозному потоку от запуска сырья, материалов в производство до получения готовой продукции.
Важнейшими предпосылками эффективности поточной организации производства являются стабильность на длительное время номенклатуры и значительные масштабы выпускаемой продукции, специализация рабочих мест и расположение их по ходу технологического процесса. В то же время узкая специализация рабочих мест, их длительное закрепление за определенным рабочим, жесткая регламентация трудовой деятельности приводят к однообразию труда, снижают содержательность работы. Организация поточного производства должна иметь производственные условия, что требует разработки и применения более совершенных форм его организации.
Увеличение содержательности труда рабочих обеспечивается путем укрупнения операций, отказа от жесткого закрепления рабочего за одной операцией, перевода рабочих на смежные операции, кроме основных, контрольных и наладочных. Путем создания межоперационных заделов рабочие могут самостоятельно выбирать ритм своей работы. На ряде предприятий отказались от разделения процесса производства на простейшие операции. На сборке автомашин за группой рабочих закрепляется целый ряд операций. На КамАЗе внедрен конвейер на воздушной подушке, который позволяет отказаться от жесткого ритма сборки. Все это улучшает условия труда рабочих, усиливает ее привлекательность.
Таким образом, развитие новых форм поточного производства позволяет эффективно применять его с учетом современных требований научно-технического прогресса.
Дата добавления: 2016-04-02; просмотров: 2938;