Основа системи допусків і посадок
За основу СДП взято дві рівноправні системи: система отвору і система вала.
1) Система отвору.
В цій системі отвір є основа деталь.
П о с а д к и в с и с е м і о т в о р у - посадки, в яких різні зазори і натяги одержуються з’єднанням валів з різними відхилами з основним отвором.
О с н о в н и й отвір – отвір, у якого нижній відхил дорівнює нулю.

Рис. 2.1. Поля допусків деталей в системі отвору
2) Система вала.
В цій системі вал є основна деталь.
П о с а д к и в с и с т е м і в а л а - посадки, в яких різні зазори і натяги одержуються з’єднанням отворів з різними відхилами з основним валом.
О с н о в н и й в а л - вал, у якого верхній відхил дорівнює нулю.
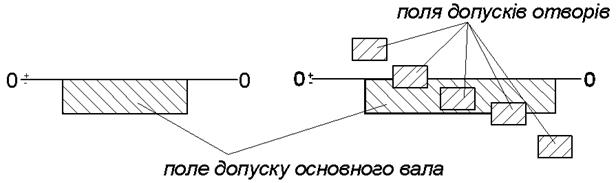
Рис. 2.2. Поля допусків деталей в системі вала
У СДП прийнято однобічне розміщення поля допуску основної деталі відносно нульової лінії. Тому, якщо допуски задані в системі отвору, то нижній відхил отвору завжди дорівнює нулю (EI = 0), а якщо допуски задані в системі вала, то верхній відхил вала завжди дорівнює нулю (es = 0) незалежно від посадки.
Одиниця допуску
 Виробничий досвід показує, що за інших однакових умов із збільшенням діаметрів складніше досягти необхідної точності виготовлення, тобто похибки обробки зростають із збільшенням діаметра. Це відомо давно, проте знадобились спеціальні дослідження, щоб встановити залежність між діаметром оброблювальної деталі і похибками розмірів при різних видах обробки. Для цього на однакових і повністю справних верстатах обробляли велику партію деталей під один розмір. Потім деталі вимірювали, визначали середнє квадратичне відхилення і знаходили поле розсіювання розмірів n.
Виробничий досвід показує, що за інших однакових умов із збільшенням діаметрів складніше досягти необхідної точності виготовлення, тобто похибки обробки зростають із збільшенням діаметра. Це відомо давно, проте знадобились спеціальні дослідження, щоб встановити залежність між діаметром оброблювальної деталі і похибками розмірів при різних видах обробки. Для цього на однакових і повністю справних верстатах обробляли велику партію деталей під один розмір. Потім деталі вимірювали, визначали середнє квадратичне відхилення і знаходили поле розсіювання розмірів n.
За експериментальними даними були побудовані криві, які об’єктивно характеризують залежність похибок обробки від діаметра d на існуючому обладнанні (рис. 2.3).
Аналіз одержаних залежностей 1, 2, 3, 4 показав, що поля розсівання різні для різних способів обробки. Наприклад, для одного і того ж діаметра поле розсіювання при тонкому обточуванні буде значно більше, ніж при тонкому шліфуванні. Для усіх способів обробки характер кривих, а отже і залежність поля розсіювання від діаметра, підкоряється відповідній закономірності та визначається за виразом:
n=C  .
.
Причому, x змінюється в межах 2,5, ... 3,5, а коефіцієнт С для шліфування валів приблизно дорівнює 0,0005.
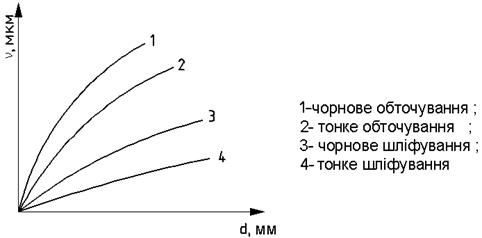
Рис. 2.3. Залежність поля розсіювання від діаметра деталі
Ці дані і лягли в основу побудови системи допусків і посадок та визначення допусків залежності допуску від діаметра деталі.
Для визначення допусків різних деталей і порівняння цих деталей за точністю впроваджено умовну одиницю допуску і (мкм).
Одиницю допуску для діаметрів від 1 до 500 мм визначають за формулою:
і = 0,45  + 0,001dcp,
+ 0,001dcp,
де dcp – середнє геометричне граничних значень діаметрів в інтервалі, мм.
dcp=  .
.
О д и н и ц я д о п у с к у - множник у формулах допусків системи, який є функцією номінального розміру.
Одиницю допуску використовують як порівнюючий масштаб, який характеризує складність виготовлення деталі залежно від її діаметра.
Інтервали розмірів
Оскільки залежність між допуском і діаметром встановлена, здавалось би, можна визначити допуск для будь-якого діаметра чи будь-якого із номінальних діаметрів у межах від 1 до 500 мм. Однак в цьому немає потреби. При невеликій різниці номінальних розмірів допуски на них будуть відрізнятися незначно.
Технологічні труднощі виготовлення деталей у відповідних межах діаметрів будуть однакові, причому ці межі тим менші, чим менші самі розміри.
Із збільшенням розмірів розширюються і межі (інтервали). Тому система допусків і посадок передбачає 13 інтервалів розмірів (діаметрів) від 1 до 500 мм, в межах яких значення одиниці допуску, а отже, і значення допусків встановлюються постійними (табл. 2.1). Така ж кількість інтервалів і для розмірів від 500 до 10000 мм.
Таблиця 2.1
Значення одиниці допускуі для розмірів від 1 до 500 мм
| Інтервал розмірів, мм | Одиниця допуску, мкм | Інтервал розмірів, мм | Одиниця допуску, мкм | ||
| від | до | від | до | ||
| 0,63 | 2,20 | ||||
| 0,83 | 2,50 | ||||
| 1,00 | 2,90 | ||||
| 1,21 | 3,38 | ||||
| 1,44 | 3,60 | ||||
| 1,71 | 4,00 | ||||
| 1,90 |
Інтервали зростають разом із розмірами, утворюючи приблизно геометричну прогресію із знаменником 1,5. Для номінальних розмірів понад 10 мм введені проміжні інтервали, які ділять основний інтервал на два чи три.
Квалітети
Допуски у СДП стандартизовані у вигляді рядів, які звуться
к в а л і т е т а м и.
К в а л і т е т (ступінь точності) – сукупність допусків, що відповідають одному рівню точності для усіх номінальних розмірів.
Qualite (франц.) – якість.
Квалітет характеризує складність одержання розміру незалежно від діаметра.
Система допусків і посадок передбачає 20 квалітетів. Позначаються квалітети так: 01; 0; 1; 2; ...; 18 (самі точні квалітети 01 і 0 уведені після уведення квалітету1).
Квалітет визначає допуск на виготовлення деталей.
Скорочено допуск за одним з квалітетів позначається латинськими літерами IT і номером квалітету. Наприклад, IT 7 означає допуск за 7-мим квалітетом.
Значення допуску в кожному із квалітетів характеризується постійним числом одиниць допуску k, що називається коефіцієнтом точності і визначається за формулою:
IT = k i.
Значення числа одиниць допуску k для квалітетів з 5 по 18 наведені в табл. 2.2.
Таблиця 2.2
Значення числа одиниць допуску k для квалітетів з 5 по 18
| Квалітет | ||||||||||||||
| k
|
Число одиниць допуску, а значить і допуски збільшуються при переході від одного квалітета до іншого за геометричною прогресією із знаменником 1,6. Через кожних п’ять квалітетів, починаючи з шостого, допуски збільшуються в 10 разів.
Така система побудови рядів допусків дозволяє за відомим номінальним розміром і допуском визначити квалітет, а значить і складність одержання розмірів із заданим допуском.
Наприклад, шийку колінчастого вала шліфують під розмір
Ø 85  мм. Допуск дорівнює 22 мкм, а одиниця допуску для діаметра 85 мм дорівнює 2,2. Визначаємо число одиниць допуску:
мм. Допуск дорівнює 22 мкм, а одиниця допуску для діаметра 85 мм дорівнює 2,2. Визначаємо число одиниць допуску:
k =  =
=  =10,
=10,
що відповідає 6 – му квалітету.
Для переведення класів точності (система ОСТ) у квалітети можна користуватися табл.2.3.
Таблиця 2.3
Відповідність класів точності ОСТ квалітетам
| Класи точності ОСТ | 2а | 3а | ||||||||||
| Квалітети | Вал | 8-9 | 12-13 | 17-18 | ||||||||
| Отвір | 8-9 | 12-13 | 17-18 |
Квалітети включають допуски, призначені на з’єднувальні і нез’єднувальні розміри, допуски калібрів. Суворих розмежувань у застосуванні квалітетів немає, але переважно використовують квалітети:
ІТ 01... ІТ 1 – для кінцевих мір довжини;
ІТ 2 ... ІТ 4 – для калібрів і дуже точних виробів;
ІТ 5 ... ІТ12 – для з’єднувальних розмірів;
ІТ13 …ІТ18 – для нез’єднувальних розмірів.
Кожний квалітет може бути досягнутий різними способами обробки, але з них призначають найбільш економічні технологічні процеси, при яких собівартість виготовлення найменша. Тому визначення оптимальної точності обробки і вибір квалітету – складне техніко-економічне завдання.
Основні відхили
Характеристикою розташування поля допуску в СДП є основний відхил. Основний відхил визначає положення поля допуску відносно нульової лінії.
О с н о в н и й в і д х и л - один з двох відхилів (верхній або нижній), який використовується для визначення положення поля допуску відносно нульової лінії. Таким є відхил, що ближче до нульової лінії.
Системою допусків і посадок встановлено 28 основних відхилів для отворів і валів, кожний з яких позначається однією чи двома латинськими літерами: великими для отворів і малими для валів.
На рис. 2.4 - 2.6 схематично зображено положення полів допусків, що визначається основними відхилами. Другий відхил залежить від положення поля допуску і його визначають за формулами:
якщо основний відхил верхній, то нижній дорівнює
- для отвору EI = ES - TD;
- для вала ei = es - Td,
якщо основний відхил нижній, то верхній дорівнює
- для отвору ES = EI + TD;
- для вала es = ei + Td.
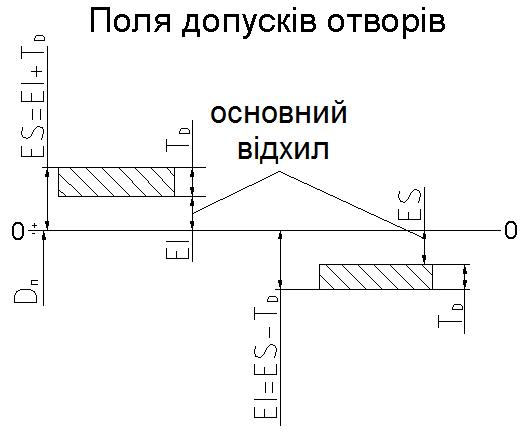
Рис. 2.4. Положення полів допусків отворів та визначення відхилів
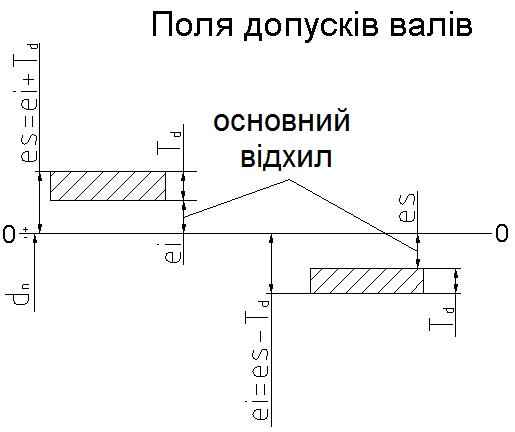
Рис. 2.5. Положення полів допусків валів та визначення відхилів
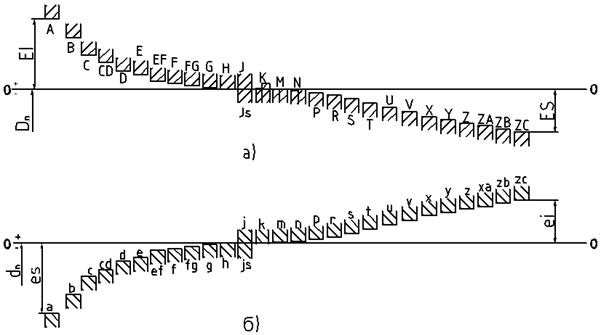
Рис. 2.6. Схематичне положення полів допусків, що визначається
основними відхилами отворів (а) і валів (б) в СДП
Літерою Н позначається нижній відхил отвору, який дорівнює нулю, а літерою h – верхній відхил вала, який дорівнює нулю. Отже основний отвір у системі отвору позначається Н, а основний вал у системі вала – h.
Основні відхили від А до Н (від а до h) призначені для створення полів допусків в посадках із зазорами; від J до N (від j до n) – в перехідних посадках; від P до ZC (від p до zc) – в посадках з натягом.
Для отворів і валів, позначених літерами Js і js, поле допуску розташовано суворо симетрично відносно нульової лінії і граничні відхили однакові за значенням, але протилежні за знаком:
ES(es) = +  ; ЕІ(еі) = – .
; ЕІ(еі) = – .
Основні відхили отворів однакові, як правило, за значенням і протилежні за знаком однойменним основним відхилам вала, тобто симетричні відносно нульової лінії. Це дозволяє одержувати однакові посадки в системі отвору і в системі вала.
Дата добавления: 2016-03-27; просмотров: 2092;