Адсорбційна очистка відпрацьованих газів від оксидів азоту торфолужним адсорбентом
Мінеральні адсорбенти більшою чи меншою мірою мають здатність каталізувати процес перетворення N0 в NO2. У цьому зв'язку при адсорбційному очищення нітрозних газів з підвищеним вмістом компонентів низького ступеня окисленности, що характеризуються малою сорбуємостю, в них слід вводити кисень. Збільшення співвідношення NO2/NO сприятливо позначається на характеристиках процесів адсорбційного очищення нитрозного газу.
На використанні цеоліту на основі Н-мордениту базується технологія очищення від NО газових викидів енергетичних установок. Викиди таких енергетичних установок представляють собою концентровані повітряні суміші N2О, NO і NО2 (що містять NО2 96- 98 %). Спочатку їх охолоджують до 265 0К з метою виділення основної кількості (до 83-87 % NО2). Потім газову суміш, яка містить неконденсовані N2O, NO і NО2, при 345-350 0К піддають адсорбційному очищенню з метою повного поглинання NО. Газоповітряну суміш після адсорбції при 670-770 0К каталітично знешкоджують від N2O, використовуючи як каталізатор цеоліт на основі Н-мордениту, і викидають в атмосферу. Насичений цеоліт регенерують гострою парою, повертаючи продукти десорбції в контур енергетичної установки. Ступінь знешкодження газів, що відходять відповідає вимогам санітарних норм.
Хемосорбційне очищення газів, що відходять від оксидів азоту може бути організоване на основі використання різних твердих речовин, здатних вступати в хімічну взаємодію з видаляються компонентами. Наприклад, з метою уловлювання NО з відведених газів розроблено метод адсорбції оксидів азоту торфолужним сорбентом в апаратах киплячого шару. При використанні найбільш дешевого і доступного сорбенту (суміш торфу та вапна-пушонки) ступінь очищення газів, що містять 0,1-2,0 % NО, при часі контакту фаз 1,6-3 секунд, досягає 96-99 %, забезпечуючи вміст NО в очищених газах на рівні 0,01-0,04 %. Ще більший ефект може бути досягнутий при використанні торфу, обробленого аміаком, або при введенні аміаку в киплячий шар торфу. Торф сприяє окислення нітритів до нітратів. Відпрацьований сорбент представляє собою торфоазотне добриво, яке добре зберігається, не злежуються, придатне для використання на будь-яких ґрунтах і містить 8-12 % засвоюваного азоту і 27-30 % добре засвоюваних рослинами гумінових кислот, що є ефективними стимуляторами їх зростання (ці кислоти утворюються в результаті каталізуємого оксидами азоту процесу окислення органічної маси торфу присутнім у очищаються газах киснем).
Розрахункові характеристики такого процесу при санітарній очистці 60 тис. м3/рік відхідних газів сірчанокислотного цеху, що містять до 0,3-0,4 % NO, 0,3 % SO2 і 0,3 г/м3 туману і бризок сірчаної кислоти, ілюструються наступними показниками: витрата торфу 50 %-ної вологості - до 3 т/рік (25-35 кг сухого торфу на 1000 м3 газу); спожита кількість аміаку - до 294 кг/рік (до 5 кг на 1000 м3 газу). Робота установки забезпечує за рік уловлювання з відведених газів 2520 т NOx, 3200 т SO2) 95 т H2SO4. При цьому можливе отримання торфоазотного добрива, що містить до 15-25 % нітрату та сульфату амонію і більше 15 % водорозчинних гуматів амонію. Технологічна схема установки представлена на рисунку 5.44.
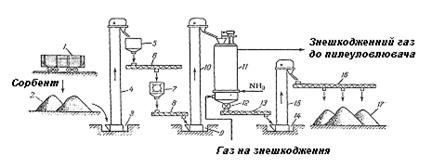
Рисунок 5.44 - Схема установки очистки нітрозних газів торфолужним сорбентом:
1 - залізничний вагон; 2, 17 - склади, 3, 9, 14 - приямки, 4, 10, 15 - ковшові елеватори; 5 – бункер; 6, 8, 13, 16 – шнекові транспортери; 7 -молоткова дробарка; 11 – адсорбер; 12 - секторний живильник
Відповідно до цієї схеми торф доставляється на установку в залізничних вагонах. Торф зі складу направляють транспортером в приямок і далі ковшовим елеватором в бункер. Звідси шнековим транспортером торф подають у молоткові дробарки. Подрібнений хемосорбент шнековим транспортером, ковшовим елеватором і живильником направляють в адсорбер. При очищенні 60 тис. м3/годину газу діаметр адсорбера становить 7,3 м, висота - 10,5 м, опір псевдозрідженого шару торфу висотою 1,5 м - приблизно 4,9 кПа (500 мм вод. ст.). Під дуттьову решітку адсорбера вентилятором нагнітають нітрозний газ, який після очищення в адсорбері направляють в пиловловлювач, звідки викидають в атмосферу. Відпрацьовану тверду фазу виводять з адсорбера секторним живильником і транспортують на склад готової продукції (торфоазотного добрива). Капітальні та експлуатаційні витрати по торфолужному методу очищення відведених нітрозних газів нижче, ніж при каталітичному очищенні, проте недоліком методу є можливість самозаймання торфу.
Приблизно за такою ж технологією для денітрифікації відхідних газів промисловості можливе використання бурого вугілля, фосфатної сировини, лігніну. При цьому тверді продукти газоочистки, як і у випадку застосування торфолужного поглинача, не підлягають регенерації і можуть використовуватися як органомінеральні добрива та промислові реагенти.
В якості інших широкодоступних і дешевих поглиначів NО можуть використовуватися вапняк, вапно, сланцева зола. При цьому відпрацьовані хемосорбенти можна направляти на нейтралізацію кислих стоків або в сільське господарство в якості азотовмісних добрив.
Дата добавления: 2016-03-27; просмотров: 1493;