Периодический способ
1.Стекломасса из горшка выливается на неподвижную плоскость (наливной стол), где по массе прокатывается заноза, что катится и формирует при этом плоский лист. Отформованный лист стекла, предварительно затвердевший, переносят в відпалювальну печь.
2.Стекломасса из горшка выливается на плиту, которая установлена под наклоном и проходит между двумя парами валков, вращающихся на встречу друг другу. Сформирован лист стекла переходит на вторую плиту, которая также установлена под наклоном, откуда переходит на приемный столик, что движется. Столик передает ленту стекла в відпалювальну печь.
Этот способ ,в основном, применяют в случае, когда стекломассу варят в печах горшечного типа.
Способ растекания (флотационный)
Это новый способ производства листового стекла, что отличается от других способов высокой производительностью и качеством продукции, что производят.
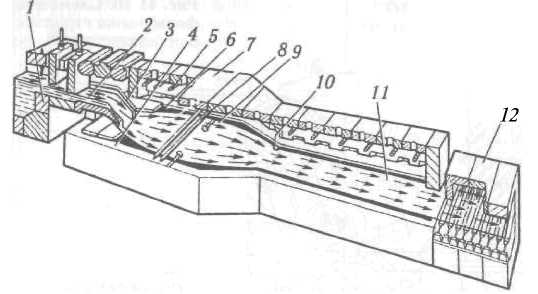
Рисунок 7.10 – Схема формирования ленты стекла флотационным способом.
1-канал; 2-стекломасса; 3-сливной лоток; 4-ванна печи; 5-электрические нагреватели; 6-расплавленное олово; 7-свод ванны; 8-водяные холодильники; 9-бортоутримувальні ролики; 10-графитовые ограничители; 11-роликовый устройство; 12-відпалювальна печь.
Это прогрессивный и конкурентоспособный способ производства, что обеспечивает широкое применение его во многих странах мира.
При флотационном способе лента стекла формируется горизонтально, вследствие растекания по поверхности расплавленного олова (рис.7.10) стекломассы, поступающей из ванной печи специально созданным каналом. Бортовые удерживающие ролики 9 обеспечивают нужное растяжения ленты в ширину. Графитовые ограничители 10, установленные при выходе ленты из ванны, ограничивают растекание стекломассы при изготовлении стекла. При этом перед поступлением в зону ограничителей стекломассу слегка охлаждают установленными под ней водяными холодильниками 8. Для защиты от окисления и предотвращения образования пленки оксида олова на нижней поверхности ленты под свод ванны непрерывно подают смесь азота и водорода. Защитная атмосфера создает небольшое избыточное давление в полости ванны. Под сводом 7 ванны и внутри слоя олова установлены электрические нагреватели 5, с помощью которых поддерживается нужный температурный режим.
С нижней стороны лента выходит полированной благодаря контакта с идеально ровной поверхностью олова, а из верхнего – за счет огневого полирования горячими газами. После флотационной ванны размещено роликовое устройство, которое оттягивает ленту из ванны и передает ее в отжиговую печь 12. Стекло, сформированное в виде ленты, подвергается последовательным технологическим операциям: надрезанию, отламыванию, отбортовке, разметке и раскрою на форматы, упаковке.
Дата добавления: 2016-02-27; просмотров: 1327;