ПРИГОТОВЛЕНИЕ СТЕКОЛЬНОЙ ШИХТЫ
Качество изделий из стекла в значительной степени зависит от качества стекольной шихты. Старая поговорка: «Хорошо приготовленная шихта - это наполовину сваренное стекло» - остается действительной и сегодня.
Шихтой называют однородную смесь предварительно подготовленных и отвешенных по заданному рецепту сырьевых материалов.
Состав шихты должен обеспечивать заданный химический состав стекла. В настоящее время стекольная шихта может быть получена различными способами.
Наряду с традиционным (порошковым) методом составления шихты, впрочем, как показано ниже, имеющим ряд недостатков, находят использование новые способы подготовки. К таковым можно отнести гидротермальный, золь-гель методы и др.
Гидротермальный способ предусматривает получение смеси силикатов натрия (калия) и других компонентов стекла, содержащих Са, Мg, Al в виде растворов или суспензий. Смесь, получившую название «каназит», высушивают, гранулируют и используют для варки стекла. Создание «каназита» преследовало цель внести коренное изменение в обычную технологию шихтоприготовления, заключающееся в переходе от сухого смешивания твердых компонентов к перемешиванию их растворов либо суспензий, что обеспечивают высокую степень гомогенности смеси.
В качестве основного сырьевого материала используют различные виды аморфного кремнезема (перлит, диатомит, трепел и др.), тонко измельченные (d £ 0,2 мм). Кремнезем вместе с NaOH (50% водный раствор) помещают в автоклав и подвергают гидротермальной обработке при 150°С, в ходе которой образуются силикаты и гидросиликаты натрия. Полученная пульпа отфильтровывается (вакуум-фильтр) и поступает в мешалку для синтеза «каназита». Сюда же подаются осадки силикатов Са и Мg, получаемые в ходе кислотной обработки исходного карбонатного сырья (либо его обжига) с последующим взаимодействием с частью продуктов гидротермальной обработки кремнезема.
Соотношение Na2O×nSiO2, влажных осадков СаO×nSiO2 и МgO×nSiO2, подаваемых в мешалку при непрерывном перемешивании, определяется заданным составом стекла. Полученная после синтеза пульпа затем подается в распылительную сушилку, где обезвоживается и гранулируется.
Таким образом, в процессе подготовки шихты протекают реакции силикатообразования и достигается гомогенность смеси.
Повышенная реакционность подобной шихты обусловлена наличием в ней тонкодисперсных аморфных силикатов щелочных и щелочноземельных металлов, в связи с чем варка такой смеси полностью завершается при температуре на 200-300°С ниже в сравнении с рядовой технологией.
В последнее время появилось много публикаций о золь-гель методе.
Золь-гель технология получения силикатных стекол основана на реакции химической полимеризации и состоит из трех основных стадий: синтеза геля, сушки и конверсии. Синтез геля может быть осуществлен за счет дестабилизации алкоголятов. Как правило, исходными продуктами для синтеза служат алкоксисиланы и алкоксиды различных металлов, в том числе минерального происхождения. Гидролиз кремнезема реализуется в кислой (НСl) либо щелочной средах (NH4OH), причем процесс формирования геля может длиться от нескольких часов до недели, сушка аморфного геля - до нескольких дней. Стекла образуются из гелей при термообработке в интервале температуры 480-800°С. Метод позволяет получать сверхчистые и экстремально прочные, а также тугоплавкие стекла и, кроме того, содержащие компоненты, которые невозможно ввести обычными методами.
Преимущество золь-гель метода перед традиционным, таким образом, заключается в более высокой однородности и чистоте сырья, низкой температуре синтеза стекла, возможности получения новых материалов со специальными свойствами. Недостатки связаны с высокой стоимостью исходного сырья, возможностью образования пор и трещин, присутствием углерода в составе стекла, вредностью органики для здоровья человека и длительностью технологического процесса, что делает его малопригодным в случае производства массовых изделий.
К перечисленным способам можно добавить метод механохимической активации стекольных шихт, осуществляемый с целью ускорения гетерофазных реакций в ряде отраслей промышленности. Метод предусматривает тонкий помол твердых компонентов в различных мелющих агрегатах. Варка стекол, в особенности тугоплавких (высокоглиноземистых, боросилиатных) существенно ускоряется за счет механоактивации компонентов шихты.
Повышение химической активности измельченного кварцевого песка связано с разрушением кристаллической решетки кремнезема, разрывом связей и образованием аморфного слоя с развитой поверхностью. Это особое метастабильное состояние, характеризуемое повышенной величиной поверхностной энергии, за счет аккумуляции затраченной на помол энергии (до 10%). Степень химической активации у кремнезема, как и степень дефектности его решетки, возрастает с увеличением времени помола сначала быстро, а затем постепенно замедляется.
Последние достижения в области механоактивации в стекольной индустрии состоит в том, что стекольная шихта подвергается диспергированию путем измельчения всех компонентов шихты до размера частиц £5 мкм причем во время диспергирования шихта насыщается добавками (до 30%). При механическом измельчении компонентов шихты образуются свободные радикалы (некомпенсированные связи). При совместном измельчении всех компонентов шихты добавки, являясь временным компонентом, соединяют другие компоненты шихты между собой, тем самым создавая условия получения материала без свободных радикалов, с уровнем однородности, соответствующим дисперсности частиц смеси. Такая шихта не является уже активной для внешней среды. Таким образом, добавки выполняют (до спекания компонентов шихты) роль компенсатора валентных зарядов. Такая шихта имеет гомогенно-равновесный состав на молекулярном уровне. Преимущества предлагаемой технологии заключается в том, что при стекловарении исключается процесс гомогенизации стекломассы, на 100-150°С снижается температура варки, что удлиняет продолжительность кампании печи, поскольку процесс силикатооббразования проходит при диспергировании шихты за счет ее дисперсности.
Однако, широкое распространение новых технологий подготовки шихты сдерживается отсутствием аппаратурного сопровождения соответствующей производительности. В связи с этим обстоятельством производство таких массовых видов продукции, как листовое стекло, стеклотара по-прежнему ориентируются на традиционный порошковый способ приготовления шихты как единственный, способный обеспечить требуемые объемы производства.
2.ВАРКА СТЕКЛА
В стекловаренной печи при высокой температуре в шихте происходят различные процессы и разнообразные превращения. При сравнительно небольших температурах (около 400°С) между материалами шихты начинаются химические реакции, ведущие к образованию силикатов.
По мере дальнейшего нагревания шихта превращается в расплав различных солей. Образовавшиеся силикаты и остатки непрореагировавших компонентов спекаются в плотную массу. Это первая стадия варки стекла — силикатообразование(температурный режим — 800—900 °С).
При последующем повышении температуры силикаты расплавляются и растворяются. Образуется пенистый и непрозрачный расплав, пронизанный частицами материалов шихты и пузырьками газов, выделяющихся во время реакций.
Постепенно твердые остатки шихты растворяются в расплаве, пена исчезает, образуется прозрачная стекломасса. Это вторая стадия стекловарения — стеклообразование (протекает при температуре 1150—1200 °С).
Полученная масса содержит в себе газообразные включения различных размеров и неоднородна по химическому составу. Поэтому она пока еще непригодна для выработки изделий.
Процесс удаления из стекломассы пузырей (дегазация) называется осветлением (температура 1400—1500 °С). Заключается оно в выделении газообразных включений из стекломассы при дальнейшем ее нагреве за счет снижения вязкости последней. Для ускорения процесса через стекломассу могут пропускать сжатый воздух или пары воды (барботирование), добавлять осветлители. Принцип ускорения процесса в том, чтобы насытить стекломассу крупными газообразными включениями. Такие пузыри сравнительно легко поднимаются к поверхности. По пути они захватывают мелкие пузыри, которые самостоятельно поднимаются очень медленно или не поднимаются вовсе по причине довольно высокой вязкости стекломассы.
Процесс выравнивания химического состава полученной массы называется гомогенизацией. Она представляет собой длительную выдержку стекломассы при высоких температурах (около 1500°С). При этом в результате диффузии расплава стекломасса становится химически однородной.
Полученная однородная масса охлаждается до вязкости, необходимой для формования из нее изделий (обычно до температуры около 1200°С). Данный процесс называется студкой.
Таким образом, в процессе варки стекла можно условно выделить пять основных этапов: силикатообразование, стеклооразование, осветление, гомогенизация и студка.
На практике только первая и последняя стадии протекают не одновременно и в разных местах ванной печи. Вторая, третья четвертая стадии начинаются практически в одно и то же время. Затем стеклообразование прекращается, а осветление и гомогенизация продолжаются вплоть до этапа студки.
Для варки стекла используют горшковые и ванные печи, последние могут быть периодического и непрерывного принципа действия.
В горшковых печах стекло варят в специальных огнеупорных сосудах (горшках), которые помещаются в печь, в ванных печах — в бассейнах, являющихся частью кладки печей. В горшковых и периодических ванных печах процессы варки стекломассы и выработки изделий чередуются: в горшок или разогретую печь засыпают шихту, стекломассу проваривают, охлаждают и вырабатывают. Затем цикл начинается снова. В непрерывно действующих ванных печах в один конец печи все время засыпают шихту, а из другого непрерывно вырабатывают изделия. Здесь все стадии варки стекла осуществляются одновременно, но в различных зонах печи.

Рисунок 7.1 – Общий вид стекловаренной ванной печи
Периодические ванные печи по производительности примерно такие же, как и горшковые, а по экономичности вдвое их превосходят. Единственное преимущество горшковых печей в том, что в одной из них можно в различных горшках одновременно варить стекло разного химического состава (например, различного цвета). Наиболее производительными и экономичными являются ванные печи непрерывного действия.
Рисунок 7.2 –Общий вид горошковой печи: А – регенераторы, Б – горшки; В – камеры для спуска стекла.
ВЫРАБОТКА СТЕКЛА
Стекло получают путем термической обработки шихты, которая является смесью природных или искусственных сырьевых материалов. Шихту загружают в печь и при определенной температуре и выдержке, получают расплав — стекломассу. При охлаждении стекломассы ее вязкость возрастает, что предоставляет возможность формировать изделия путем выдувания, прокатки, вытягивания, прессования или прессо выдувания, растеканием(флотационный способ), центру формированием.
Наиболее распространенными способами формования стекла является:
- вытягивание; плющение; растекание.
Вытягивания стекла
Формирование стекла вытягиванием происходит горизонтальным или вертикальным способом. Вертикальный образ, в свою очередь, может быть лодочным или без лодочным.
Челночный способ
Из ванной печи, сваренная стекломасса и охлажденная до нужной температуры, поступает в производственных (машинных) каналов, а затем в машинные камеры. В зависимости от количества и системы расположения под машинных камер производственные каналы имеют разнообразную конфигурацию (рис.7.3).
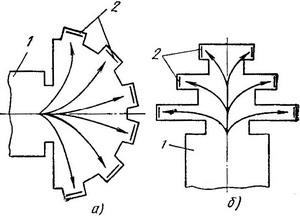
Рисунок 7.3 – Расположение машин ВВС непосредственного насичування а – радиальное, б – ступенчатое; 1 - ванная печь, 2 - машина ВВС.
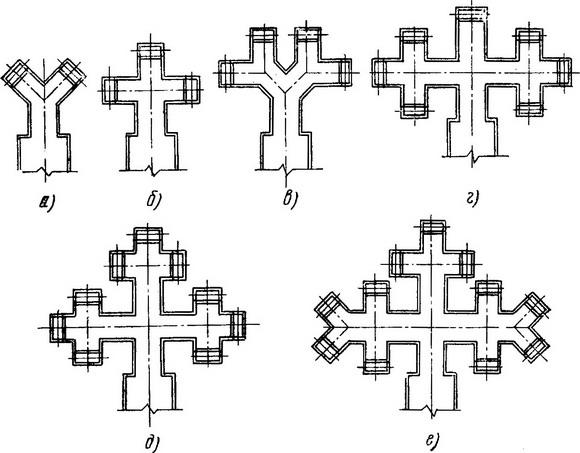
Рисунок 7.4 – Производственные каналы для вытягивания стекла лодочным способом .
а – с непосредственным насичування машин стекломассой на две машины; б – на три машины; в – на четыре машины; г – на семь машин; д – на девять машин; е – на одиннадцать машин.
Для формирования ленты стекла лодочным способом применяют так называемый челнок. Который входит в стекла под машинной камере машины ВВС, которую устанавливают на производственные канала ванной печи.
Челнок представляет собой брус из керамики (рис.7.5) со сквозным продольным вырезом, который в верхней части переходит в узкую щель.
Во время работы лодка погружен в стекломассу под машинной камеры так, что верхняя кромка щели («губы» лодки) находятся ниже уровня стекломассы в бассейне и на 40-50 мм ниже от верхней плоскости лодки, чтобы предотвратить затекание стекломассы через верх, в случае его погружения. В нерабочем состоянии лодка плавает на поверхности расплава, при этом его «губы» чуть поднимаются над поверхностью.
При нажатии сверху, лодка погружается в стекломассу, расплав выступает из щели бруса под действием гидростатического напора, сцепляется с опущенной в нее металлической гребенкой — «приманкой» и оттягивается вверх с помощью валиков машины вертикального вытягивания стекла (ВВС), образуя непрерывную ленту стекла.

Рисунок 7.5 – Схемы формирования ленты стекла способом лодочного вертикального вытягивания: а — образование ленты стекла; 6 — под машинной камеры
Лента поднимается за счет сил трения между вращающимися асбестовыми роликами и стеклом. Большое количество асбестовых валиков нужна для того, чтобы при подъеме ленты стекла, каждая пара валиков меньше давила на нее, а также для того, чтобы при растрескивании ленты, ее контакт с валиками предотвратил обриванню ленты. В шахте вертикального вытягивания лента стекла поднимается по определенным заданным режимом - сначала медленно, затем быстро.
Сформированное стекло, в виде ленты, на выходе из машины ВВС(рис.7.6) подвергается следующим последовательным технологическим операциям: надрезанию, отрезке, отбортовке, разметке и разрезке на форматы, упаковке. Эти операции применяются независимо от способа формирования ленты стекла.
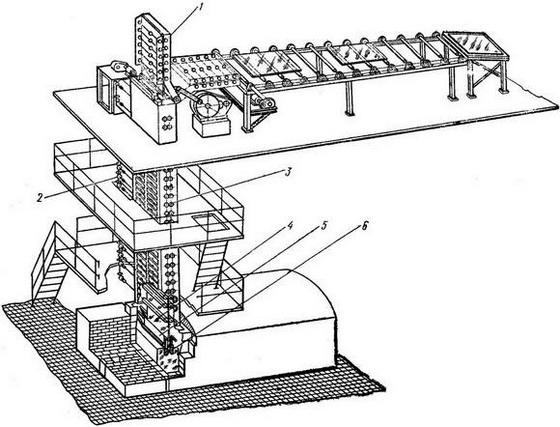
Рисунок 7.6 – Машина ВВС и под машинная камера: 1-шахта машины; 2-привод валков; 3-валки; 4-лента стекла; 5-охолодник; 6-челнок.
Без челночный способ
По без челночному способу формования ленты стекла вытягивается со свободной поверхности. Погруженное в стекломассу на глубину 70-120мм огнеупорное тело, экранирует тепловое излучение глубинных слоев расплава и таким образом , повышает эффективность охлаждения определенного участка зеркала стекломассы между погруженным телом, или поплавком, и подвесными огнеупорными блоками.
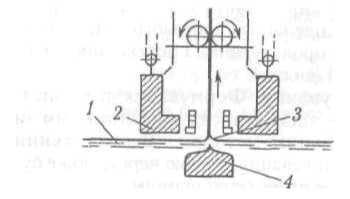
Рисунок 7.7 - Схема формирования ленты стекла способом без лодочного вертикального вытягивания: 1-стекломасса; 2 - огнеупорные подвесные блоки; 3-«луковица»; 4-огнеупорное тело.
В следствие применения огнеупорного тела, получают нужную вязкость охлаждением определенного участка зеркала стекломассы между подвесными огнеупорными элементами. Этот процесс усиливает охлаждение потоков стекломассы, движущихся по обе стороны к «луковицы», над ее поверхностью. Оттягивают стеклянную ленту кверху, как и при челночном способе, с помощью асбестовых валиков машины ВВС.
Способ прокатки
Способ прокатки подразделяют на: периодический и непрерывный способы производства листового стекла.
Непрерывный способ
Стекломасса по сливном бруса и сливной воронке, расположенной между сливным брусом и нижним прокатными валками, поступает сначала на чугунную приемную плиту, которую охлаждают изнутри водой, а затем ,первичная лента стекла перемещается на приемный наклонный роликовый конвейер и далее отформованная лента стекла поступает в отжиговую печь. Чтобы лента стекла не прилипала к прокатных валиков, их охлаждают водой с середины.
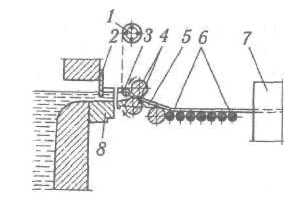
Рисунок 7.8 - Схема установки для изготовления прокатного армированного стекла:
1 - устройство для подачи сетки; 2 — шибер; 3 — вдавливающий валик; 4 — прокатные валики; 5 — приемная плита; 6 — роликовый стол; 7 — обжиговая печь; 8 — сливной брус.
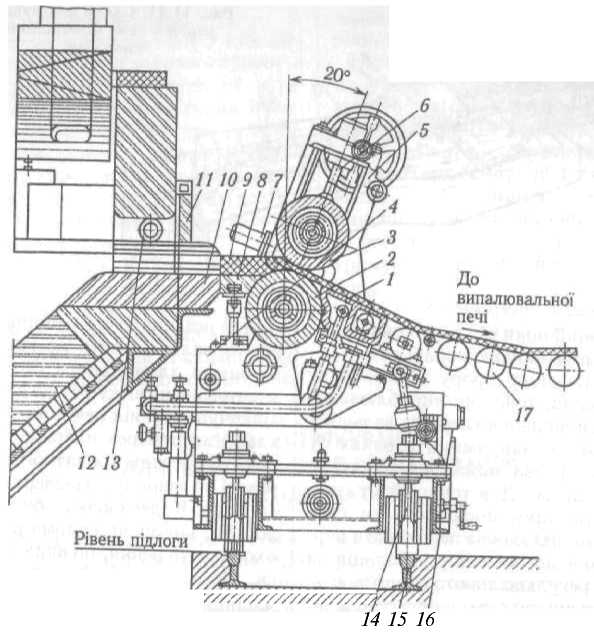
Рисунок 7.9- Прокатная машина для производства листового стекла: 1 — приемная плита; 2,3 — прокатные вальцы ; 4 — станина; 5 — направляющие стойки; 6 – регулировочные винты; 7 — регулирующее устройство; 8 — сливная воронка; 9 — стекломасса; 10 — сливной брус; 11 – шибер; 12 – печь; 13 – газовые горелки;14 – тележка; 15 – рейки; 16 – рама тележки;17 – наклонный роликовый конвейер.
Дата добавления: 2016-02-27; просмотров: 6611;