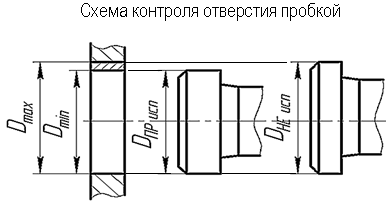
Схемы расположение полей допусков калибров, маркировка калибров
Калибры-пробки
ГОСТ24853-81 на гладкие калибры устанавливает следующие допуски на изготовление:
Н (Н1) – рабочих калибров пробок (скоб)
Нs – тех же калибров, но со сферическими поверхностями
Нp – контрольных калибров
z (z1) - величина смещения середины поля допуска ПР калибра во внутрь поля допуска контролируемого изделия
y (у1) – величина, определяющая выход размера изношенного ПР калибра за предельные размеры детали (граница износа).
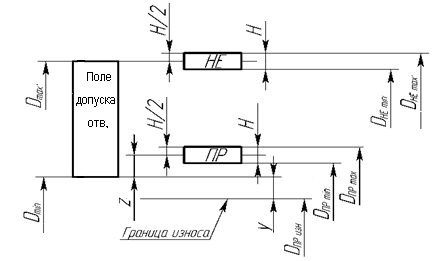
Рисунок – Схема расположения полей допусков калибра-пробки
За номинальный размер ПР калибра пробки принимают минимальный предельный размер контролируемого отверстия, для НЕ калибра пробки – максимальный предельный размер контролируемого отверстия.
Расчет предельных и исполнительных размеров калибров-пробок
D ПР max = D min + z + Н/2
D ПР min = D min + z - Н/2.
Размер предельно изношенной проходной стороны пробки
D ПР изн. = D min – у.
Исполнительный размер – предельный размер по которому изготавливают новый калибр.
 DПР исп. = DПРmax –Н.
DПР исп. = DПРmax –Н.
D НЕ max = D max + Н/2;
D НЕ min = D max - Н/2;
D НЕ исп. = DНЕmax- Н.
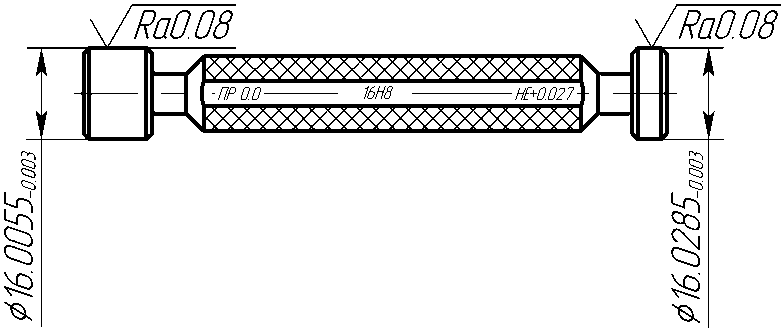
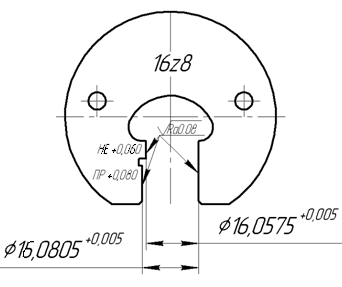
Рисунок– Эскиз калибра пробки
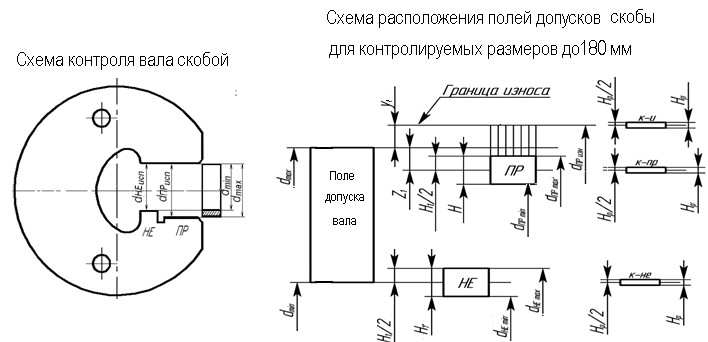
2) Калибры – скобы
Расчет предельных и исполнительных размеров калибров-скоб
 dПР min = dmax – z1 – H1/2
dПР min = dmax – z1 – H1/2
dПР max = dmax – z1 + H1/2
dПР изн. = dmax + y1
dПР исп. = dПР min + Н1
dНЕ min = dmin - H1/2
dНЕ max = dmin + H1/2
dНЕ исп = dНЕ min+ Н1
Рисунок– Эскиз калибра скобы
Система допусков и посадок подшипников качения
Дата добавления: 2016-02-24; просмотров: 1800;