Единица допуска, квалитеты, диапазоны размеров
Единица допуска івыражает зависимость допуска от диаметра (мера точности).
І = 0,45 ³√D + 0,001D
В стандартах введены квалитеты точности.
Квалитет– совокупность допусков с одинаковой относительной точностью
IT01; IT0; IT1; IT2… IT17 (всего 19 кв.).
→
точность убывает, допуск увеличивается
IT01 …IT4 - для мерительного инструмента (для соединения деталей не используется)
IT5 … 10 - для получения посадок
IT11 … 17 - для свободных поверхностей
Допуски для квалитетовIT5 … IT17 установлены для геометрической прогрессии. Для их расчета было введено понятие количество единиц допуска α. Тогда для всех квалитетов рассчитываются по формуле
T = α · і,
α – зависит от квалитета точности.
Диапазоны размеров
В машиностроении все размеры разбиты на 5 диапазонов:
0,01 … 0,1мм;
0,1 … 1,0 мм;
1,0 … 500 мм – наиболее распространенный;
500 … 10000 мм;
10000 … 31500 мм;
Диапазон от 1,0 до 500 разбит на 13 интервалов:
от 1 до 3; 3…6; 6…10; 10…18; 18…30; 30…50; 50…80; 80…120…и т.д.
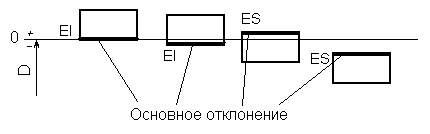
Основные отклонения
Основным называется одно из 2-х отклонений, которое определяет положение поля допуска относительно нулевой линии. Основным является ближайшее к нулевой линии отклонение.
Стандартом установлены 27 основных отклонений для отверстий и 27 основных отклонений для валов.
Основные отклонения отверстий обозначаются большими буквами латинского алфавита, а валов – малыми (см. рисунок).
A, B, C, CD, D, DE, E, F, FG, G, H, Js, K, M, N, P, R, S, TU, V, X, Y, Z, ZA, ZB, ZC.
a, b, c, cd, d, … h, js, k … za, zb, zc.
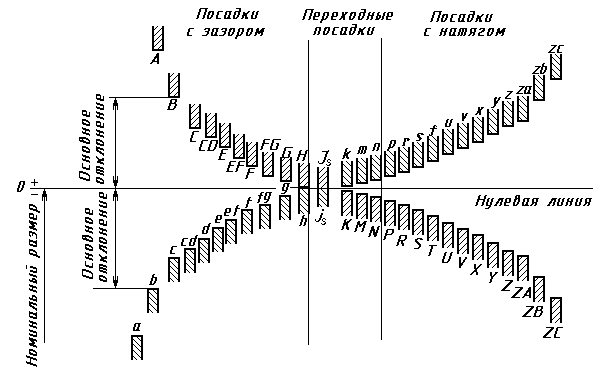
Рисунок - Основные отклонения валов и отверстий
Поле допуска образуется сочетанием основного отклонения и квалитета точности.
Дата добавления: 2016-02-24; просмотров: 952;