Склеивание шиповых соединений.
При склеивании шиповых соединений применяют клеи синтетические горячего и холодного отверждения, приготовленные на основе смол М-70, КФ-Ж(М), КФ-МТ-15 и поливинилацетатную дисперсию. Наносят клеи на шиповые соединения кистями, щетками, клеенаносящими дисками на обе сопрягаемые поверхности. Расход клея зависит от вида клея, материала и шипового соединения (табл. 3).
Таблица 3
| Склеиваемый материал | Расход клея г/м2 |
| На прямой или вставной круглый шип | |
| Древесина хвойных пород | |
| Древесина твёрдых лиственных пород | |
| На ящичный шип | |
| Древесина хвойных пород | |
| При склеивание по кромке в четверть и на рейку | |
| Древесина твёрдых лиственных пород | |
| ДСтП |
На прочность соединения влияет толщина клеевого шва. Наиболее прочное склеивание получают при толщине шва 0,08—0,15 мм.
При использовании синтетических клеев допускается толщина клеевого слоя не более 0,3—0,35 мм.
При склеивании угловых соединений створок, фрамуг, форточек прочность на скалывание по клеевому слою должна быть 0,6 МПа, при соединениях в мебели — не ниже 2,1 МПа.
При склеивании шиповых соединений холодным способом целесообразна открытая выдержка не более 20 мин для всех клеев, кроме клея на основе смолы М-60. Для этого клея она составляет не более 30 мин. Холодный способ целесообразно применять только для склеивания закрытых шипов, иначе потребуется длительная выдержка в зажимных устройствах.
При холодном способе склеивания продолжительность выдержки в зажимных устройствах при склеивании прямых сквозных открытых шипов составляет 1,5—3 ч. Технологическая выдержка в стопе после освобождения из зажимных устройств или после обжима в вайме для холодного способа не менее 4 ч, для горячего 2 ч.
Рамочные конструкции запрессовывают при давлении 0,3—0,8 МПа. Во время склеивания прямых открытых шипов давление прикладывают в двух взаимно перпендикулярных направлениях: сжатие в одном направлении необходимо для посадки шипов до упора их заплечиков, а сжатие в другом направлении обеспечивает прижатие кромки шипов к дну проушины. При соединении на прямой открытый сквозной шип для получения нужной толщины клеевого шва необходимо создать давление на его плоскость в пределах 0,3—0,5 МПа.
Склеивание с применением поливинилацетатной дисперсии имеет свои особенности: расход клея 400 г/м2, выдержка между нанесением клея и приложением давления 4 мин, выдержка под давлением 2 мин, выдержка после распрессовки 2 ч. С течением времени клеевой шов практически не снижает своей прочности.
По длине бруски склеивают на ус и на зубчатый шип. При соединении на ус длина скоса равна 8 толщинам материала, а для деталей повышенной прочности — до 12. В зубчатом соединении соотношение шага зубцов к их длине принимают в пределах 1 : 4 ... 1 : 5. Удовлетворительную прочность соединений получают при шаге 4— 10 мм. Применение зубчатых шипов упрощает процесс сращивания брусков по длине.
При склеивании торцевых поверхностей расход клеевого раствора следует увеличивать примерно на 50% или соответственно повышать концентрацию клея.
Собранный узел должен быть склеен без перекосов, вмятин и следов клея. Все детали его подлежат визуальной проверке.
Для склеивания шиповых соединений без нагрева применяют ваймы или зажимные устройства. Склеивание с нагревом производят на установках, оборудованных генератором ТВЧ. Перемещение рабочих органов, сжимающих шиповые соединения и создающих необходимое давление, осуществляют посредством пневматического, гидравлического или электромеханического приводов.
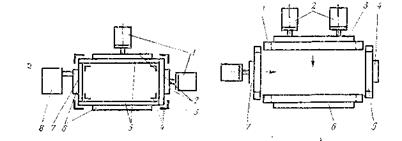
Рис. 22. Ваймы пневматические:
а — схема ваймы для склеивания ящиков в поле ТВЧ: 1 — пневмоцилиндры; 2 — передвижные упоры; 3, 5, 7 — стенки ящика; 4 — электроды; 6 — неподвижные упоры; 8 — генератор ТВЧ; б — схема ваймы для склеивания рамок: 1, 5 — бруски рамки; 2 — гндроцилнндры; 3 — передвижная линейка; 4 — неподвижный торцевой упор; 6 — неподвижная линейка; 7 — подвижный торцевой упор
Схема ваймы для склеивания ящиков с нагревом в поле ТВЧ показана на рис. 22, а. Предварительно наживленные стенки ящика устанавливают в вайме и сжимают между неподвижными и передвижными упорами. Сжатие обеспечивают пневмоцилиндры. После этого генератором на электроды подается напряжение и клей в шиповых соединениях отверждается под воздействием поля ТВЧ.
Для склеивания рамок (оконных створок) применяют ваймы (рис. 22,6). Вайма оборудована гидравлическим приводом, ее обслуживают двое рабочих. Наладку на нужный размер производят перестановкой неподвижной продольной линейки и неподвижного торцевого упора на требуемое расстояние с последующим их закреплением. Рамки собирают без предварительного наживления. После укладки в вайму брусков включают гидроцилиндры, которые перемещают упор и передвижную линейку. Упор и линейка сдвигают бруски таким образом, что шипы входят в проушины и рамка собирается.
Дата добавления: 2015-12-01; просмотров: 3935;