РАСЧЕТ БАЗОВЫХ ДЕТАЛЕЙ
Базовые детали станков рассчитывают на жесткость и температурные деформации с точки зрения точности.
Жесткость базовых деталей во многом определяет погрешности обработки и характеризуется величиной смещения инструмента относительно заготовки из-за деформаций базовых деталей. Она определяет также работоспособность механизмов станка, которая зависит от распределения давлений в сопряжениях. Жесткость отдельных базовых деталей определяется собственной их жесткостью на изгиб, кручение, сдвиг и т. п., а жесткость соединений элементов характеризуется отношением нагрузки Р к соответствующему относительному перемещению δ в стыке:
 (2.11)
(2.11)
изгибная и крутильная жесткость
 (3.11)
(3.11)
где f — вызываемая силой деформация; М—крутящий момент; θ1 — угол закручивания на единицу длины.
Расчет на жесткость носит приближенный характер, вместе с тем все чаще применяют сложные, но более точные расчеты на основе метода конечных элементов с использованием современных электронно-вычислительных машин, по мере совершенствования которых доля точных расчетов будет возрастать. Даже приближенный метод расчета полностью рассмотреть в ограниченном объеме учебника невозможно.
Приближенный технический расчет на жесткость в своей основе имеет следующие допущения: все силовые факторы сводятся к сосредоточенным силам, т. е. распределенные нагрузки заменяют равнодействующими силами;
базовые детали имеют стенки постоянного сечения;
все рассчитываемые детали рассматривают как брусья, пластины или коробки соответствующей приведенной жесткости.
Нагрузку, действующую на элементы базовых деталей, представляют в виде составляющих, действующих в плоскости стенок, образующих основной контур сечения элемента, и в перпендикулярной к ним плоскости. Деформации элементов с жестким контуром сечения от нагрузки, действующей в плоскости стенок, относятся к так называемым общим деформациям, а от нагрузки, действующей в плоскости, перпендикулярной к стенкам — к местной. При рассмотрении деформаций деталей типа станин, стоек, поперечин, рукавов, хоботов и т. п. учитывают общие деформации изгиба, сдвига и кручения, как для сплошных брусьев, или, в случае необходимости, деформации, связанные с искажением контура сечения, а также местные деформации направляющих или фланцев. Для деталей типа плоских столов, плит, суппортов и т. п. определяют главным образом деформации от нагрузки, действующей перпендикулярно их плоскости, рассматривая детали как однородные пластины (если в деталях коробчатой формы нагрузка приложена в плоскости перегородок). Для деталей типа коробок рассматривают главным образом деформации стенок коробки в плоскости меньшей жесткости. При определении деформаций деталей, перемещаемых по направляющим (суппортов, столов, ползунов и т. п.), их рассматривают как балки на упругом основании, которым являются поверхностные слои направляющих.
Влияние конструктивного оформления элементов (окон, ребер, переменности сечений по длине и т. п.) учитывается введением некоторых приведенных параметров: приведенной толщины стенок, приведенной жесткости и т. д.
Для расчета базовых деталей составляют расчетную схему (рис.43) с действующими нагрузками.
 Определяют деформации с использованием приближенных формул. Например, прогиб в середине пролета двухопорной балки
Определяют деформации с использованием приближенных формул. Например, прогиб в середине пролета двухопорной балки
 (4.11)
(4.11)
а прогиб свободного конца балки с заделанным концом
(5.11)
 где Р — поперечная сила соответственно в середине пролета или на конце заделанной балки, Н; L — длина рабочего участка балки, см; (EJ)пр — приведенная жесткость балки на изгиб.
где Р — поперечная сила соответственно в середине пролета или на конце заделанной балки, Н; L — длина рабочего участка балки, см; (EJ)пр — приведенная жесткость балки на изгиб.
Угол закручивания балки от действия крутящего момента
 (6.11)
(6.11)
где Мк — крутящий момент, Н•см; (GJp)пp — приведенная крутильная жесткость.
Приведенную жесткость элемента на изгиб или кручение определяют из условия равенства перемещений элемента, рассматриваемого как брус или пластина и как пространственная система, при выбранном частном виде нагружения только изгибающими силами или только крутящими моментами. Она зависит от конструктивного оформления базовой детали, расположения перегородок, толщины стенок и т. п.
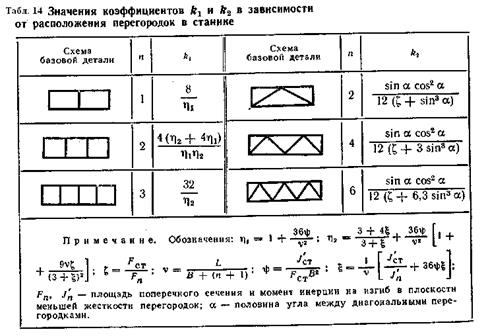
Приведенная жесткость на изгиб станины из двух основных боковых стенок и перпендикулярных связующих перегородок в направлении, перпендикулярном боковым стенкам (рис.44, а),
 (7.11)
(7.11)
а при диагональных перегородках (рис. 44, б)
(8.11)
 где k1, k2 — коэффициенты, зависящие от числа п и расположения перегородок (табл.14); Jст — момент инерции сечения боковой стенки, см4; Е — модуль упругости материала станины, Н/см2; SCT — площадь сечения боковой стенки, см2.
где k1, k2 — коэффициенты, зависящие от числа п и расположения перегородок (табл.14); Jст — момент инерции сечения боковой стенки, см4; Е — модуль упругости материала станины, Н/см2; SCT — площадь сечения боковой стенки, см2.
Перегородки практически не оказывают влияния на жесткость при изгибе в плоскости боковых стенок, и в этом случае момент инерции в выражении (EJ)пр берут относительно нейтральной линии Y—Y.
Приведенная крутильная жесткость этой же базовой детали с перпендикулярными перегородками
 (9.11)
(9.11)
где В — ширина детали (расстояние между боковыми стенками), см; J'ст — момент инерции сечения боковой стенки на изгиб в вертикальной плоскости; G — модуль сдвига материала базовой детали, Н/см2.
При наличии диагональных перегородок

(10.11)
где k3 — коэффициент, учитывающий форму и число перегородок. Для станин с замкнутым контуром сечения приведенную крутильную жесткость определяют, как для полых труб:

(11.11)
где S — площадь замкнутого сечения по осевым линиям стенок* см2; δ — толщина стенки, см; L — периметр сечения, см.
Базовые детали типа пластин (основания, плоские столы, суппорты, салазки) рассчитывают на перекос при изгибе пластины под действием внешних нагрузок (см. рис. 43, б):

(12.11)
Рассматривая пластину как балку на упругом основании, каждую составляющую угла перекоса можно представить в следующей виде: 
(13.11)

где b— ширина плиты, см; m = коэффициент жесткости плиты; k — коэффициент жесткости упругого основания, приблизительно k = 1256 Н/см2; J — момент инерции поперечного сечения; kql, kq2, kM — коэффициенты, определяемые в зависимости от геометрических параметров плиты и длины приложения распределенной нагрузки.
Расчет на жесткость базовых деталей типа коробок сводится к определению перемещения стенки в точках приложения внешних сил в направлении, перпендикулярном к плоскости стенки,
 (14.11)
(14.11)
где nl, ,n2 ,n3, n4 — коэффициенты, учитывающие связь рабочей, стенки с остальным корпусом, влияние ребер, бобышки, отверстий; a — половина наибольшего габаритного размера стенки; μ— коэффициент Пуассона.
Толщина стенки существенно влияет на величину деформации, поэтому стенки шпиндельных бабок, воспринимающие осевую силу, делают утолщенными.
Полученные в результате расчета базовых деталей упругие перемещения пересчитывают на соответствующие относительные перемещения инструмента и обрабатываемой заготовки в направлении, определяющем точность обработки. Для токарных станков таким перемещением будет перемещение резца перпендикулярно к обрабатываемой поверхности в точке резания; для сверлильных станков — перекос оси сверла относительно поверхности обрабатываемой детали; для фрезерных — перекос оси инструмента и относительные смещения детали и инструмента перпендикулярно к обрабатываемой поверхности
Температурные деформации отдельных элементов и всей детали определяют при допущении, что эти смещения пропорциональны средней температуре:
 (15.11)
(15.11)
где ε — коэффициент линейного расширения, для чугуна ε ≈ 10-5 К-1.
Общее температурное перемещение рабочих органов станка получают суммированием отдельных температурных деформаций. Суммарные температурные смещения необходимо ограничивать исходя из допустимых погрешностей обработки.
Основные способы уменьшения температурных деформаций сводятся к следующему.
1. Уменьшение теплообразования в двигателях, опорах и передачах в результате применения жидкостной смазки и трения качения. Совершенствование системы смазывания строгим нормированием количества подаваемого смазочного материала, что способствует уменьшению тепловыделения и сокращению потерь.
2. Тепловая изоляция источников тепла от основных деталей несущей системы и интенсивный отвод образующейся в них теплоты, минуя несущую систему.
3. Целесообразное расположение источников тепла, как правило, в верхней части станка, а наиболее мощных источников теплообразования (двигателя главного привода, резервуаров систем смазывания, охлаждения и гидропривода) вынесением на достаточное удаление за пределы станка, как это делают в современных прецизионных станках.
4. Взаимная компенсация температурных деформаций за счет внесения целесообразных изменений в конструкцию базовых деталей для улучшения баланса температурных деформаций. Для регулирования величины температурной деформации иногда используют специальные материалы с коэффициентом линейного расширения, отличным от обычного литейного чугуна. Так, легированный никелем чугун (36 % Ni) имеет коэффициент линейного расширения в 5 раз меньший, чем серый чугун, а у сплавов типа инвар этот коэффициент меньше в 10—12 раз. Компенсация температурных деформаций возможна также при искусственном подогреве отдельных частей несущей системы, например, теплым воздухом от двигателей.
5. Автоматическая компенсация температурных смещений путем измерения деформаций наиболее важных узлов и внесения поправок в их расположение от специального привода микроперемещений.
Дата добавления: 2016-02-04; просмотров: 1670;