Устойчивость движения
Точность обработки детали во многом связана с точностью расположения оси шпинделя относительно направляющих.
Рабочий диапазон подач до 500мм/мин. Для станков ускоренное перемещение должно быть 10-15м/мин.
При движении исполнительного механизма до 50-60 мм/мин в направляющих скольжения под нагрузкой в местах стыка масло выдавливается, вследствие чего появляется разрыв масляной пленки и начинает преобладать сухое трение. При увеличении скорости разрывы пленки уменьшаются и при скорости 1м/мин начинает преобладать жидкостное трение (это наиболее благоприятный режим).
В диапазоне малых скоростей исполнительный механизм движется не плавно, а скачками. При этом существует трение покоя и трение движения.
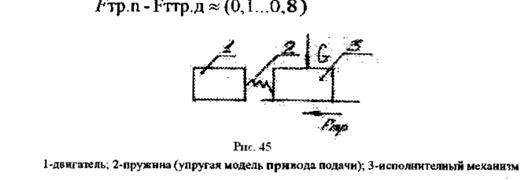
В начале исполнительный механизм стоит, так как двигатель не включен. При включении двигателя Fmp.n >Fmp.дв пока сила сжатия пружины меньше силы трения покоя. Исполнительный механизм стоит, но потом начинает движение и трение падает. Отсюда следует, что исполнительный механизм двигается скачком.
Величина скачка ∆ск прямо пропорциональна весу подвижной части и обратно пропорциональна жесткости.
 (1.12)
(1.12)
где σ - вес подвижной Jn.n части Jn.n - жесткость привода подач.
Например: Если жесткость привода подач 200 Н/мкм, то ∆ск = 0.01- 0.02 - это много и следовательно надо применять антифрикционные материалы, специальные смазки с лучшим прилипанием к поверхности и хорошей вязкостью. Задача обеспечения устойчивости медленных перемещений узлов станков приобрела особую актуальность в связи со все возрастающими требованиями к качеству обработанных поверхностей и точности обработки, а так же в связи с развитием автоматизации станков.
Методы и средства повышения устойчивости движения: 1. Применение специальных материалов. Применение цинковых сплавов для накладных направляющих позволяет повысить равномерность перемещения в станках некоторых типов, направляющие которых невозможно полностью предохранить от попадания загрязняющих элементов (в расточных, продольно-фрезерных и других станках). Применение бронзовой металлокерамики, пропитанной фторопластом-4, и фторопласта-4, позволяет обеспечить равномерность медленных перемещений. Ввиду низкой износостойкости этих материалов при абразивном изнашивании их применять можно только при работе с чистой смазкой и давлениях менее 1 кг/см
2. Применение специальных масел является наиболее простым и эффективным средством, .обеспечивающим равномерность движения. Эти масла могут быть применены для значительной части парка работающих станков без внесения существенных изменений в их конструкции, что является особенно
ценным. Специальные масла рекомендуются для смазки направляющих скольжения бабок шлифовального круга и столов круглошлифовальных станков, бабок плоскошлифовальных станков, столов координатно-расточных станков и т.д., где не обеспечивается требуемая равномерность медленных движений или точность установочных перемещений.
3. Применение эффективных методов смазки. Применение масел с антискачковыми присадками, создание поперечных канавок с оптимальным числом и размерами, гидроразгрузка. Наиболее эффективно применение гидростатических направляющих.
4. Применение направляющих качения. Для снижения трения в паре ходовой винт-гайка применяют передачи винт-гайка качения. Сочетание обоих мероприятий - переход на направляющие качения и на шариковые гайки - способствует получению весьма точных перемещений.
5. Повышение жесткости механизма привода и др. конструктивные мероприятия. Равномерность движения суппортов и столов станков зависит от жесткости приводного механизма, приведенной к его последнему звену. Повышение жесткости привода подачи может быть достигнута сокращением длины цепи подачи; применением достаточно жестких валов; применением жестких кронштейнов для штоков гидравлических цилиндров подачи, жестких планок для опор ходовых винтовподачи, применением специальных устройств для предотвращения попадания воздуха в гидросистему подачи и т.д.; тщательной пригонкой стыков; введением в конце цепи подачи самотормозящей пары: винт - гайка, червяк - рейка или червяк - червячная шестерня.
6. Принудительное осциллирование перемещающегося узла. С целью устранения скачков каретки и уменьшения трения покоя станина станка подвергается вибрации с малой амплитудой и частотой около 25000 Гц при помощи ультразвукового магнитострикционного вибратора. Колебания вибратора передаются станине через жидкость, налитую в станину. Этот метод обеспечивает некоторое повышение точности малых перемещений, но, видимо, не получит широкого промышленного внедрения ввиду сложности и дороговизны необходимого оборудования.
7. Повышение качества изготовления и сборки. Равномерность движения столов станков определяется качеством изготовления и сборки направляющих и привода подач почти в такой же степени, как и конструкцией
Дата добавления: 2016-02-04; просмотров: 1023;