ЭЛЕКТРИЧЕСКИЕ МАШИНЫ ДЛЯ ЭЛЕКТРОЭНЕРГЕТИКИ И ОБЩЕГО НАЗНАЧЕНИЯ 4 страница
Самая мощная тиристорная система возбуждения турбогенератора относится к машине мощностью 800 МВт и частотой вращения 3000 об/мин. Здесь возбудительно‑вспомогательный турбогенератор мощностью 6 МВт устанавливается в своих подшипниках, роторы главной и вспомогательной машин соединяются муфтой, кратность форсирования принимается равной 2.
Рассмотренные выше системы возбуждения являются независимыми, так как в них применяется вспомогательный синхронный генератор. В таких системах необходимо иметь тиристорные преобразователи и автоматические регуляторы возбуждения (АРВ) как для главной, так и для вспомогательной машины. Система возбуждения существенно упрощается, если перейти на схему самовозбуждения. В этом случае обмотка ротора получает питание от выпрямителя, подключенного ко вторичной обмотке выпрямительного трансформатора. Его первичная обмотка присоединяется к выводам генератора. Системы самовозбуждения стали все более широко применяться как для турбогенераторов, так и для гидрогенераторов.
Щеточно‑контактный аппарат турбогенератора с частотой вращения 3000 об/мин надежно работает при токах до 5000 А. Поэтому с увеличением токов потребовалось создание бесконтактной или бесщеточной системы возбуждения. Для этой цели применяется синхронный генератор обращенного типа, у которого якорь вращается, а индуктор неподвижен. Обмотка якоря подсоединяется к вращающемуся выпрямителю, соединенному с обмоткой ротора турбогенератора.
Для бесщеточных возбудителей потребовались диоды, рассчитанные на большие центробежные ускорения. Специальное конструкторское бюро завода «Электровыпрямитель» (г. Саранск) с участием ВНИИэлектромаша разработало и создало диоды со средним током 500 А и повторяющимся напряжением 2000 В. Позднее были освоены диоды на ток 630 А и напряжение 2800 В. В 1972 г. для турбогенератора мощностью 300 МВт был применен трехфазный возбудитель с диодами на ток 500 А. Полученный опыт был распространен еще на четыре турбогенератора мощностью по 300 МВт. Вся эта работа проводилась ВНИИэлектромашем и объединением «Электросила». Энергетическим институтом им.
Г.М. Кржижановского и харьковским заводом «Электротяжмаш» для турбогенератора мощностью 200 МВт с многофазным возбудителем под руководством Г.А. Ковалькова и B.C. Кильдишева были применены диоды с током 500 А. Такие же диоды были применены и для двух многофазных бесщеточных возбудителей турбогенераторов мощностью 500 МВт завода «Электротяжмаш», установленных на Воронежской АЭС. Позднее машины этого класса комплектовались трехфазными возбудителями и диодами с током 630 А и выполнялись в объединении «Электросила». По заказу Ленинградской АЭС в 1978 г. была завершена поставка четырех бесщеточных возбудителей для турбогенераторов мощностью 500 МВт.
В 1980 г. был создан самый мощный в мире двухполюсный турбогенератор на 1200 МВт для Костромской ГЭС, который имеет номинальные значения тока возбуждения 7800 А и напряжения 500 В. В этом случае единственно возможное решение состояло в применении бесщеточной системы возбуждения. Для турбогенераторов мощностью 1000 МВт с током возбуждения 7000 А и напряжением 500 В для атомных электростанций были также применены бесщеточные возбудительные системы. Первый такой турбогенератор был введен в эксплуатацию в 1981 г., а всего на электростанциях сейчас работают 17 аналогичных машин. При их создании весь комплекс исследований и разработок по совместным проектам ВНИИэлектромаша с объединением «Электросила» был выполнен под руководством В.Ф. Федорова и В.К. Воробья.
В 1978 г. впервые в мировой практике была введена в эксплуатацию тиристорная бесщеточная система возбуждения для турбогенератора мощностью 300 МВт с частотой вращения 3000 об/мин на Киришской ГЭС.
Как указано выше, бесщеточные возбудители были применены для синхронных компенсаторов. В связи с большим синхронным индуктивным сопротивлением для получения большого значения реактивной мощности в режиме потребления кроме основного выпрямителя положительного возбуждения применяется выпрямитель отрицательного возбуждения.
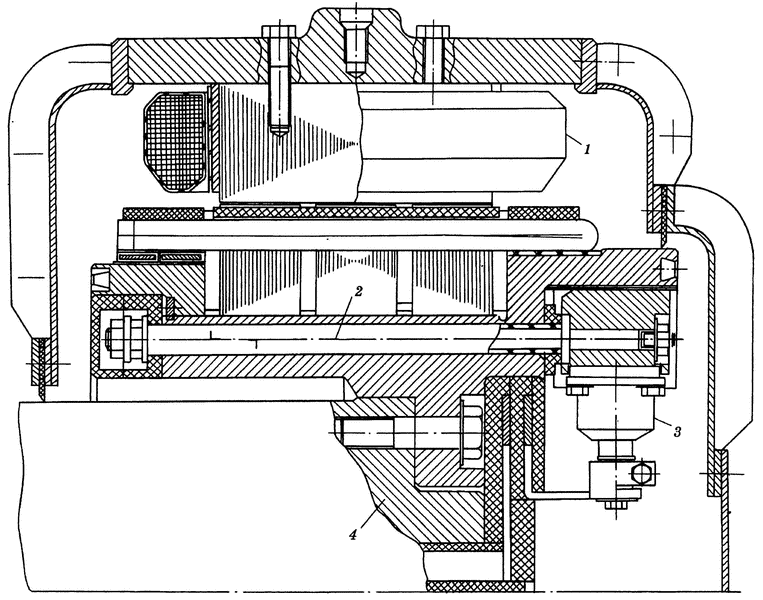
Рис. 6.8. Бесщеточный возбудитель турбогенератора средней мощности
1 – полюс; 2 – якорь возбудителя; 3 – вращающийся выпрямитель; 4 – вал турбогенератора
Во ВНИИэлектромаше разработана новая система статического тиристорного самовозбуждения с воздушным охлаждением для турбогенераторов мощностью от 60 до 220 МВт с широким использованием микропроцессорной техники. В этой системе имеется 100‑процентное резервирование. Для меньшего диапазона мощностей (2,5–63 МВт) предложены упрощенная статическая тиристорная и бесщеточная системы (рис. 6.8). Последняя имеет консольное исполнение, благодаря чему она размещается в пространстве щеточно‑контактного аппарата. Микропроцессорная техника, силовая часть, устройства управления, регулирования, защиты и сигнализации размещены в одном небольшом шкафу. Указанные системы возбуждения разработаны В.В. Кичаевым, В.М. Бобровым, Е.Н. Поповым и В.К. Воробьем и освоены в производстве.
Разработка статических систем возбуждения мощных синхронных двигателей велась в ЦКБ КЭМ и на заводе «Уралэлектротяжмаш» (И.Л. Остров, В.Б. Коваленко, Б.В. Яковчук). Были созданы возбудители серий ВТЕ и ТЕ на токи возбуждения до 320 А. Они нашли широкое применение и в настоящее время изготавливаются в АО «Привод», на Рассказовском заводе низковольтных аппаратов, Сафоновском электромашиностроительном заводе. На заводе «Уралэлектротяжмаш» были созданы системы возбуждения на токи 630–800 А (ответственный исполнитель Р.Г. Гольдин).
Наряду со статическими системами велись активные исследования и разработки по бесщеточным системам возбуждения. Один из первых образцов отечественных бесщеточных генераторов был изготовлен и испытан в ЦКБ КЭМ. Большой объем работ по созданию бесщеточных генераторов был выполнен также на заводе «Электросила», где были разработаны и освоены бесщеточные генераторы типа СБГД мощностью до 6300 кВт. ЦКБ КЭМ и Сафоновским электромашиностроительным заводом были созданы синхронные двигатели с бесщеточной системой возбуждения.
Большое значение для создания полупроводниковых систем возбуждения турбо‑ и гидрогенераторов, а также синхронных компенсаторов и крупных синхронных машин, имела трехтомная монография И.А. Глебова, посвященная физическим процессам, методам расчета и проектирования [6.46–6.48].
Строительство дальних электропередач, объединение отдельных энергосистем в единую энергосистему, рост мощностей агрегатов потребовали существенного повышения динамической и статической устойчивости оборудования. Это привело к необходимости создания АРВ, которые реагируют не только на отклонения режимных параметров, но и на их производные. Такие регуляторы получили название автоматических регуляторов возбуждения сильного действия (АРВ СД). Сама идея и ее техническое воплощение были предложены специалистами нашей страны. В дальнейшем АРВ СД вошли в практику и зарубежных стран.
На первом этапе (1952–1953 гг.) развития АРВ СД разработчики из пяти организаций [Всесоюзный научно‑исследовательский институт электроэнергетики (ВНИИЭ), Всесоюзный электротехнический институт (ВЭИ), Институт автоматики и телемеханики АН СССР, Московский энергетический институт (МЭИ), Институт электродинамики АН УССР] представили свои регуляторы в МЭИ, где они прошли испытания на электродинамической модели. На втором этапе (1954–1955 гг.) испытания двух АРВ СД продолжались на электродинамической модели Института электромеханики (теперь НИИэлектромаш). Авторами их были Н.В. Позин (Институт автоматики и телемеханики АН СССР) и Г.Р Герценберг (ВЭИ).
Наиболее полную поддержку специалистов получило предложение Г.Р. Герценберга. Поэтому АРВ СД ВЭИ нашел широкое практическое применение. Г.Р. Герценберг за эту работу был удостоен Ленинской премии.
Наиболее эффективная работа АРВ СД получается при использовании первой и второй производных угла нагрузки. Но измерение угла очень сложно. Поскольку ток генератора приблизительно пропорционален углу, то в регуляторах сначала использовались первая и вторая производные тока. Позднее И.А. Орурком, В.Е. Каштеляном и Н.С. Сирым было показано, что отклонение частоты и ее первая производная пропорциональны первой и второй производным тока. Поэтому в современных АРВ СД исходная информация получается от напряжения генератора.
В настоящее время практически на всех тепловых и гидравлических электростанциях, а также на атомных электростанциях страны применяются АРВ СД. Они пригодны для работы со всеми типами систем быстродействующего возбуждения (статические тиристорные и бесщеточные системы). Эти АРВ характеризуются коэффициентами регулирования и наличием сигналов по производным режимных параметров, что позволяет совместно с системами быстродействующего возбуждения реализовать преимущества сильного регулирования возбуждения, т.е. обеспечить высокие пределы статической и динамической устойчивости генератора и интенсивное демпфирование качаний в послеаварийных режимах.
АРВ СД претерпели существенные изменения в связи с совершенствованием элементной базы. Масса регуляторов снизилась с 1100 кг при использовании магнитных усилителей до 40 кг в случае применения интегральных схем. Обстоятельные научные исследования позволили не только разработать АРВ СДП1 (АРВ СД на базе полупроводников П с использованием интегральных схем I), но и освоить его производство (руководитель работ Н.С. Сирый).
Цифроаналого‑физический комплекс, созданный во ВНИИэлектромаше, является мощным инструментом разработки и отладки алгоритмов цифровых систем регулирования и управления, средством выбора оптимального сочетания аппаратной и программной частей систем. На его основе в последние годы начато решение научной проблемы по разработке и созданию цифрового регулятора (АРВ СДЦ).
Первый цифровой регулятор был создан во ВНИИЭМ в 1978 г. (В.Д. Ковалев, А.В. Фадеев). Затем было выполнено еще несколько регуляторов. Все они находятся в эксплуатации на электростанциях. Тем не менее на сегодняшний день проведенные в данной области работы следует рассматривать лишь как начальную стадию развития АРВСДЦ.
Во ВНИИэлектромаше разработан и освоен АРВ СД с использованием микропроцессорной техники (В.В. Кичаев, М.Л. Богачков). Автоматический регулятор сильного действия селективный (АРВ СДС) состоит из аналоговых блоков и микропроцессора. Наличие микропроцессора позволяет реализовать ряд новых функций: 1) контроль и диагностику состояния регулятора; 2) длительное хранение установок в памяти; 3) изменение установок с любой скоростью и высокой точностью; 4) определение приоритетов при выполнении команд от разных уровней управления; 5) связь с верхним уровнем управления.
В результате исследовательской работы для синхронных генераторов малой и средней мощности во ВНИИэлектромаше был разработан и освоен в производстве автоматический регулятор напряжения – АРН (А.А. Юрганов, В.А. Кожевников). Он предназначен для тиристорных систем самовозбуждения и бесщеточных возбудителей. В нем реализуется пропорционально‑интегрально‑дифференциальный закон регулирования по отключению напряжения с компаундированием по реактивному току и с введением для повышения устойчивости сигналов по первым производным напряжения статора и тока ротора, а также сигнала обратной связи с целью повышения быстродействия. Наряду с этим он дает сигнал на форсирование возбуждения при авариях, обеспечивает программное начальное возбуждение, делает возможным требуемое распределение реактивных мощностей без группового регулирования напряжения для параллельно работающих генераторов, позволяет иметь местное и дистанционное изменение установки, ограничивает минимальный ток возбуждения.
Выходное напряжение АРВ поступает к системе управления тиристорами. Эта система является одним из важнейших элементов возбудителей. На протяжении многих лет ведутся работы по ее усовершенствованию. В конечном счете системы управления должны в ближайшем будущем базироваться на микропроцессорных устройствах.
6.2.12. АСИНХРОННЫЕ ДВИГАТЕЛИ
Массовое применение асинхронных двигателей потребовало их серийного выпуска как в предвоенные, так и в послевоенные годы. В 70‑х годах наиболее широкое распространение получили короткозамкнутые асинхронные двигатели общего назначения серии А2 (защищенное исполнение) и А02 (закрытое обдуваемое исполнение) мощностью от 0,6 до 100 кВт.
С начала 70‑х годов исключительно большая работа была проведена ВНИИЭМ (руководитель Т.Г. Сорокер) и Московским электромеханическим заводом им. Владимира Ильича (главный конструктор В.И. Радин) по новой серии асинхронных двигателей. Она завершилась созданием серии 4А с высотами осей вращения от 50 до 355 мм и мощностями от 0,06 до 400 кВт. Серия включает основное и специализированное исполнения и ряд модификаций.
К модификациям относятся двигатели с повышенным пусковым моментом, с повышенным номинальным скольжением и многоскоростные. К конструктивным модификациям относятся двигатели с фазным ротором, малошумные, со встроенными электромагнитными тормозами, встроенной температурной защитой, для моноблочных насосов. Модификации исполнений по условиям окружающей среды включают тропическое, химостойкое, сельскохозяйственное, влагоморозостойкое, водозащищенное и рудничное. К специализированным модификациям относятся высокоточные двигатели, двигатели для лифтов, частотно‑управляемые и двигатели для привода деревообрабатывающих станков.
Рис. 6.9. Асинхронный двигатель серии 4А с короткозамкнутым ротором (основное исполнение)
Двигатели основного исполнения предназначены для всех высот осей вращения и мощностей, а модифицированные и специализированные – только для отдельных участков. Основным способом охлаждения является внешний обдув (рис. 6.9). Обмотки двигателей с высотами осей вращения 50–132 мм имеют изоляцию нагревостойкости В, а с высотами осей вращения 160–355 мм – класса F. Подшипники – шариковые с двух сторон для осей вращения до 160 мм, а при более высоких осях вращения – роликовые со стороны привода и шариковые с противоположной стороны.
Разработка конструкций двигателей проходила одновременно с созданием специальных технологических процессов и оборудования для производства электрических машин со всыпными обмотками. Эти уникальные работы выполнялись во Всесоюзном НИИ технологии электромашиностроения (ВНИИТэлектромаш, г. Харьков) под руководством В.Г. Костромина. Для обеспечения равномерного малого воздушного зазора была применена однооперационная автоматическая штамповка холоднокатаной рулонной стали. Для термообработки листов магнитопроводов создана проходная рольганговая электропечь, работающая в автоматическом режиме. Для сборки сердечников магнитопроводов изготовлено полуавтоматическое оборудование. Решена комплексная задача автоматизации обмоточно‑изолировочных процессов. Найдено решение сложнейшей задачи – механизированной сборки двигателей.
Производство серии 4А распределено между электромашиностроительными заводами, каждый из которых получил определенный отрезок серии. Создание серии 4А, воплотившей не только новые конструктивные и технологические решения, но и организацию производства в масштабах страны, явилось крупнейшим достижением отечественного электромашиностроения, равных которому не было в мировой практике. Следующим этапом в развитии асинхронных двигателей явилась разработка серии АИ (асинхронные интернациональные). Предполагалось, что она будет единой для стран – членов СЭВ. Однако с распадом СЭВ дальнейшие работы в этой области прекратились.
После распада Советского Союза ряд участков серии оказался на заводах стран ближнего зарубежья, поэтому электромашиностроительным заводам России пришлось разрабатывать и осваивать производство асинхронных двигателей на базе серии 4А в значительно большем диапазоне, чем они имели ранее.
Особого внимания заслуживает проблема регулирования частоты вращения асинхронных двигателей. Потребность в таком регулировании становится все больше. Экономичное регулирование частоты вращения в широких пределах асинхронных двигателей с короткозамкнутым и с фазным роторами возможно только при их совместной работе с преобразователями частоты, включенными в цепь статора или ротора двигателя. Синтез электродвигателей с преобразователями частоты не только обеспечивает экономичное регулирование, но и дает возможность выполнить сверхскоростные машины с частотой вращения 15–20 тыс. об/мин и более, а также безредукторные тихоходные двигатели с большими вращающими моментами.
Исследования теории работы асинхронных двигателей с короткозамкнутым ротором при частотном управлении были начаты в нашей стране М.П. Костенко в 1925 г. Им определен первый простой закон частотного управления, на основе которого разрабатывались конкретные устройства для регулирования и системы электроприводов (например, системы векторного управления, нашедшие применение в последние годы, учитывающие фазу и значение рабочего магнитного потока машины). В 60‑е годы исследования законов частотного управления были продолжены А.А. Булгаковым и другими учеными.
Еще в предвоенные годы Д.А. Завалишин разработал и внедрил для текстильного производства асинхронный двигатель с преобразователем частоты на ртутных вентилях.
В настоящее время в связи с появлением мощных транзисторов и тиристоров, а также микропроцессорных систем управления появилась возможность создания компактных преобразователей частоты со звеном или без звена постоянного тока. Тиристорные преобразователи с непосредственной связью в 70‑х годах были разработаны ВНИИэлектромашем (П.А. Ровинский) и созданы на заводе «Динамо» для электропривода морских лебедок, а затем Всесоюзным НИИ взрывобезопасного электрооборудования (ВНИИВЭ, г. Донецк) для электроприводов шахтных подъемных машин.
Применение преобразователя частоты в цепи фазного ротора асинхронного двигателя как со звеном постоянного тока, так и с непосредственной связью особенно выгодно при небольшом диапазоне регулирования двигателя вблизи от синхронной скорости, так как преобразователь частоты в этом случае передает только мощность скольжения. Особенно выгодны такие системы в приводах мощных насосов, воздуходувок и других механизмов с вентиляторной характеристикой. С 1945 г. в нашей стране был создан ряд таких систем, сначала на ртутных, а затем на полупроводниковых вентилях.
Д.А. Завалишин был основоположником теории совместной работы регулируемых электрических машин и полупроводниковых преобразователей, он внес большой вклад в развитие теории асинхронных двигателей с двумя комплектами обмоток на роторе, включенными на выпрямители, и асинхронных и вентильных двигателей с тиратронными преобразователями частоты.
П.А. Ровинский внес вклад в развитие теории работы асинхронных двигателей с тиристорными преобразователями в цепях статора и ротора, а также вентильных двигателей при питании их от сети и от автономных генераторов.
М.М. Ботвинник и Ю.Г. Шакарян развили теорию машин двойного питания в двигательном и генераторном режимах работы на частотах вращения выше и ниже синхронной.
Г.Б. Онищенко выполнил теоретические исследования асинхронно‑вентильных каскадов с преобразователями частоты различных типов в цепи ротора и внес большой вклад в их промышленное внедрение.
6.2.13. ИЗОЛЯЦИЯ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН
Надежность и долговечность электрических машин обусловлена главным образом их техническими показателями и качеством электроизоляционных материалов. Наибольший вклад в разработку и внедрение новых изоляционных материалов, конструкций на их основе и технологических процессов, обеспечивающих в значительной мере прогресс в электромашиностроении, внесли специалисты завода «Электросила» и отделение изоляции ВЭИ (впоследствии Всесоюзный научно‑исследовательский институт электроизоляционных материалов – ВНИИЭИМ, г. Москва).
В 30–40‑х годах завод «Электросила», изготавливая все более мощные высоковольтные турбо‑ и гидрогенераторы и двигатели, успешно преодолел барьеры высокого напряжения 6–13, 8–15, 15–20 кВ, используя наиболее передовые в то время конструкцию и технологический процесс нанесения непрерывной слюдяной изоляции, пропитанной битумным связующим, вакуум‑нагнетательным способом. Основными разработчиками этой системы изоляции были в предвоенные годы – Г.И. Сканави, а в послевоенные – П.Н. Куракин и В.Н. Королев.
Следующий качественный скачок в развитии высоковольтной изоляции на заводе «Электросила» произошел в 60‑е годы, когда создание отечественной термореактивной изоляции на основе пропитанных лент «слюдотерм» резко повысило надежность изоляции. Это явилось результатом совместных усилий химиков – разработчиков связующего (Р.В. Молотков), создателей слюдяных бумаг (Ю.В. Корицкий, Н.В. Александров) и технологов (И.Т. Сушкова). Выдающуюся роль в организации и координации этой работы на заводе «Электросила» сыграл В.Н. Королев.
Одновременно подобная система изоляции создавалась с помощью ВНИИЭИМ на харьковском заводе «Электротяжмаш» (А.В. Хвальков‑ский, Р.С. Холодовская, В.Б. Бунер). В эти же годы термореактивная изоляция с использованием принципа вакуум‑нагнетательной пропитки сухих лент («монолит») была разработана во ВНИИЭИМ (Н.В. Александров, С.Г. Трубачев, В.Г. Огоньков) и успешно внедрена на крупнейших электромашиностроительных заводах: «Уралэлектротяжмаш», «Сибэлектротяжмаш», Лысьвенский турбогенераторный завод.
В 1968 г. на первых гидрогенераторах с термореактивной изоляцией было обнаружено явление электроэрозионного повреждения изоляции (пазовый разряд), характерное для твердой термореактивной изоляции в сочетании с традиционной конструкцией пазового крепления. За короткий срок (2–3 года) пазовый разряд приводил к полному разрушению изоляции. Исследования, проведенные на моделях и реальных генераторах, позволили создать систему упругого пазового уплотнения обмотки. Эта конструкция, применяемая с 1970 г. на всех высоковольтных машинах, выпускаемых заводом «Электросила», позволила полностью исключить это явление и избежать серьезных проблем, которые позднее возникли у ряда ведущих фирм за рубежом. В это же время были созданы материалы для принципиально новой системы крепления лобовых частей обмотки.
В 1970–1979 гг. на заводе «Электросила» Б.Д. Ваксером, З.М. Гуревичем, Т.Ю. Баженовой, Ю.Л. Пресновым были выполнены фундаментальные исследования долговечности и надежности термореактивной изоляции на лабораторных установках: 1) испытания на электрическое старение, механические воздействия и вибрацию; 2) функциональные испытания, совмещающие воздействие электрического поля и термомеханические напряжения; 3) исследования систем пазового крепления.
Результаты этих исследований позволили значительно снизить толщину изоляции статорных обмоток, что чрезвычайно важно для улучшения технико‑экономических показателей Турбо‑ и гидрогенераторов. При этом повысились качество и надежность машин в эксплуатации, была обеспечена стабильность изоляции в производстве путем внедрения новых чувствительных методов контроля, использующих ионизационные явления.
В середине 70‑х годов потребовалось повышение напряжения турбогенераторов мощностью 800–1200 МВт до 24 кВ и исключение коронирования обмотки. Для этого на заводе «Электросила» было создано эффективное и надежное короногасящее покрытие на основе эмали с наполнителями, имеющими нелинейные вольт‑амперные характеристики. Разработанные модификации конструкции такого покрытия и методы контроля эмали, обеспечивающие его стабильность, а также простоту производства, позволили использовать его во всем существующем диапазоне классов напряжений высоковольтных электрических машин.
С конца 70‑х годов начались работы по совершенствованию термореактивной изоляции «слюдотерм». Она основывалась на изготовлении катушек, пропитываемых и запекаемых до укладки обмотки в электрическую машину. Ее преимущество состояло в том, что эта конструкция и технология не ограничивали габариты электрических машин, обеспечивали ремонтопригодность обмоток, т.е. замену секций, стержней, катушек в случае пробоя, после длительного срока эксплуатации и т.п. Такая изоляция была применена в машинах с диаметром сердечника статора более 1–1,5 м. По существу, было создано новое поколение изоляции. Изменение состава связующего позволило при сохранении и некотором упрощении технологии повысить плотность слюдяного барьера в изоляции, существенно улучшить ее механические и электрические характеристики. Проведенные всесторонние испытания, в том числе с использованием пазовой модели, показали, что модернизация термореактивной изоляции позволяет снизить толщину изоляции на 25–40% при сохранении ее надежности и долговечности. Это обеспечило возможность создания современных мощных турбогенераторов с воздушным охлаждением, а также конкурентоспособных гидрогенераторов. Эти работы по изоляции были выполнены на заводе «Электросила» под руководством Ю.Л. Преснова (до 1979 г.), а затем В.В. Петрова.
Для электрических машин с диаметром сердечника статора до 1–1,5 м была применена система изоляции «монолит», при которой статор с уложенными сухими обмотками проходил вакуумно‑нагнетательную пропитку в специальном котле, а в дальнейшем термообработку в печах. Система «монолит» позволила повысить электрическую и механическую прочность изоляции при одновременном снижении ее толщины и повышении класса нагревостойкости с В на F. Срок жизни новой изоляции был определен до 35 лет. Все это позволило улучшить использование активных материалов, повысить электромагнитные нагрузки. В результате появилась техническая возможность существенно (на 25–40%) снизить массу электрических машин, повысить коэффициент полезного действия по сравнению с машинами с прежними видами изоляции. Значительный объем исследований и разработок по внедрению в конструкцию машин системы изоляции «монолит» был проведен на заводе «Сибэлектротяжмаш» под руководством A.M. Евлантьева и В.Г. Сякова. Технологию изготовления высоковольтных электрических машин с этой изоляцией освоил также Лысьвенский турбогенераторный завод и позднее Баранчинский электромеханический завод.
В настоящее время практически все высоковольтные электрические машины выпускаются с термореактивной изоляцией, что обеспечивает высокий уровень надежности обмоток.
В заключение необходимо рассмотреть вопросы изоляции низковольтных электрических машин. До 1965 г. на заводе «Электросила» для низковольтных электрических машин переменного тока напряжением до 1200 В применялись две системы изоляции: 1) микалентная битумно‑масляная для рабочих температур до 130 °С; 2) стекломикалентная на основе кремнийорганических связующих для рабочих температур до 180 °С. Последняя была создана на основе работ К.А. Андрианова по химии кремнийорганических материалов. Начиная с 1965 г., под руководством Е.П. Богдановой была разработана система изоляции на основе слюдопластовой бумаги производства Ленинградской слюдяной фабрики и эпоксидно‑фенольных связующих класса нагревостойкости F.
С 1969 г. проводились разработки и внедрение полиимидной пленки и композиций на ее основе. Переход на пленочные материалы позволил снизить толщину изоляции примерно на 40%, соответственно повысились технические параметры электрической машины (коэффициент заполнения паза, удельная мощность). По техническим заданиям специалистов завода «Электросила» сотрудниками Всесоюзного научно‑исследовательского института кабельной промышленности (ВНИИКП, г. Москва) был разработан провод с полиимидно‑фторопластовой изоляцией с двусторонней толщиной 0,16 мм (выпускает завод «Москабель»). Уже в сериях машин постоянного тока П и 2П якорная обмотка выполнялась с использованием пленочных материалов.
Создание современной низковольтной изоляции проходило под руководством и при непосредственном участии Ю.Л. Преснова, В.В. Петрова и И.Т. Сушковой.
6.2.14. МЕТАЛЛОВЕДЕНИЕ ВТ КРУПНОМ ЭЛЕКТРОМАШИНОСТРОЕНИИ
Наряду с изоляцией очень важными элементами электрических машин являются металлы и сплавы. Основные исследования и разработки в области металловедения для крупного электромашиностроения проводятся в отделе металлов завода «Электросила». Главным исполнителем этих работ является Н.А. Греков. В результате творческого труда инженеров‑металлургов как электротехнической, так и металлургической промышленности удалось создать стальные заготовки крупных размеров, набор специальных электротехнических и конструкционных металлов и сплавов, многие марки чистой электротехнической проводниковой меди и ее сплавов, разработать новые технологические процессы и способы контроля.
Производство заготовок роторных валов, несомненно, является важнейшей задачей при создании турбогенераторов. Ротор турбогенератора – это, пожалуй, самая крупная во всем машиностроении цельная металлическая деталь. Его масса изменяется от нескольких тонн (1,5–6) для небольших турбогенераторов мощностью 2–12 МВт до 200 т в чистой заготовке для тихоходного (1500 об/мин) турбогенератора мощностью 1000 МВт для атомных электростанций. Проблема изготовления роторов в нашей стране была удачно разрешена в самом начале производства генераторов, так как металлургическое производство других отраслей имело опыт изготовления требуемых слитков высококачественных сталей и их ковки в крупные заготовки, какими являются роторные валы.
Дата добавления: 2016-01-30; просмотров: 1700;