ОТ ТЕХНОЛОГИИ ПАЙКИ
Искусство проектирования топологии контактных площадок компонента на ПП (знакоместа) связано с необходимостью обеспечения максимальной плотности узла, что предполагает минимизацию топологии знакоместа. В то же время проектирование должно допускать оптимизацию рисунка коммутации и тем самым упрощать проектирование устройств, например уменьшением количества слоев ПП и числа используемых межслойных переходов, а также повышать выход годных изделий в процессе изготовления (обе эти задачи диктуют необходимость оптимизации топологических параметров знакомест). Следовательно, в процессе проектирования знакомест необходимы компромиссы.
Проектирование топологии знакомест обычно состоит из трех отдельных этапов: разработки рисунка контактных площадок, разработки рисунка для маскирующего покрытия и рисунка трафарета для нанесения припойной пасты. Для повышения выхода годных в процессе производства расчеты на этих этапах должны быть точными и кроме того позиционно скоррелированными друг с другом.
Основное ограничение, налагаемое на ПП при поверхностном монтаже компонентов, связано с достижимым уровнем разрешения главных размеров, например, шага контактных площадок, шага «контактная площадка – коммутирующая дорожка» и шага коммутирующих дорожек. При малом шаге припойные площадки могут соединяться между собой перемычками припоя. Для минимизации перемычек размер самих контактных площадок можно уменьшить, но для формирования надежного соединения необходимо, чтобы контактная площадка выступала из-под корпуса компонента на некоторое минимальное расстояние. В этом случае смачиваемые припоем поверхности будут иметь достаточную площадь для образования мениска (или галтели) припоя, по виду которого производится оптический контроль качества пайки.
Следует избегать попадания адгезива, используемого для фиксации компонентов при сборке, на контактные площадки знакомест компонентов, например чип-резисторов и чип-конденсаторов.
Паяемость является ключевым аспектом проектирования для обеспечения воспроизводимости технологического процесса. Наибольшее влияние на выход годных плат во время первичных отбраковочных испытаний оказывает частота появления дефектов в процессе пайки и очистки. Сам по себе процесс пайки оплавлением дозированного припоя дефектов не порождает, они могут возникнуть, например, вследствие неоптимального проектирования топологии платы и в процессе нанесения припойной пасты через трафарет.
Проектирование контактных площадок для компонентов на ПП зависит от технологии пайки узла. В этом отношении пайка волной припоя и пайка расплавлением дозированного припоя существенно отличаются друг от друга.
Пайка волной припоя применима только к тем поверхностно монтируемым компонентам, которые устанавливаются с нижней стороны платы и могут выдержать погружение в ванну с припоем. Применение пайки волной припоя для поверхностных компонентов ограничивается также из-за эффекта затенения контактных площадок корпусами компонентов, подвергаемых пайке. Для устранения эффекта затенения требуется увеличение топологических размеров знакомест компонентов, например в направлении движения ПП через ванну с припоем. Иными словами, плотность компоновки платы (узла) зависит от типа применяемого процесса пайки.
Ориентация компонентов не менее важна для эффективной пайки волной припоя некоторых классов приборов. Лучшие результаты наблюдаются в том случае, когда продольная ось корпуса параллельна направлению движения платы при пайке. Такая ориентация способствует уменьшению образования перемычек из припоя. Этому также способствует, как показала практика, создание дополнительной неиспользуемой пары площадок на конце посадочного места корпуса компонента в направлении движения платы. Эти площадки действуют как «ловушки припоя», препятствующие его накапливанию на концевых площадках посадочного места компонента. Простые корпуса типа SO или прямоугольные могут быть ориентированы параллельно или перпендикулярно потоку волны, хотя ранее рекомендовалось располагать простые чип-компоненты перпендикулярно волне припоя.
При пайке оплавлением дозированного припоя требуется повышенная точность позиционирования компонентов и нанесения припойной пасты при повышенной плотности монтажа. Надо учитывать эффект скольжения компонента по расплавленному припою. Этот эффект является результатом действия сил поверхностного натяжения жидкого припоя (при оплавлении), которые стремятся затянуть компонент в центр припойной площадки, что обычно приводит к необходимости повышения точности позиционирования компонента (рис. 6.1).
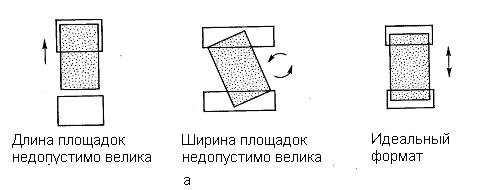
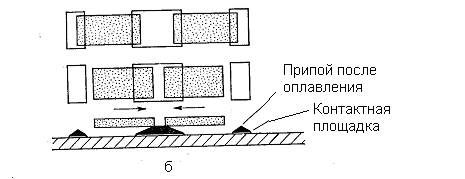
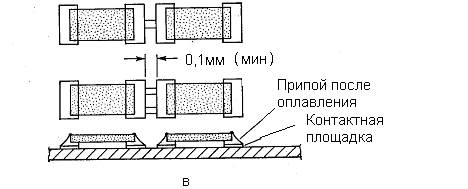
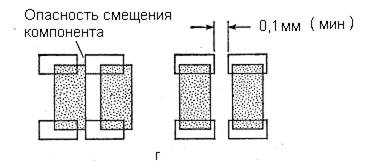
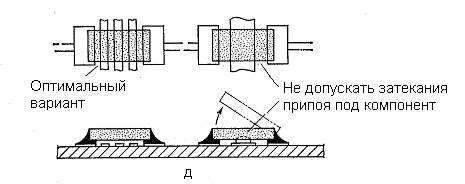
Рис. 6.1. Погрешности форматирования контактных площадок (КП) с учетом пайки оплавлением дозированного припоя: а – конфигурация КП, б – общая КП, в – рекомендованная форма общей КП, г – параллельный монтаж чип-компонентов, д – трассировка под компонентом [4].
По этой же причине важно, чтобы контактные площадки были одинаковы по форме и размерам, особенно для чип-компонентов. В противном случае неравенство сил поверхностного натяжения на каждой контактной площадке будет способствовать смещению компонента с установленной позиции, что может привести к дефекту типа «надгробный камень». Если длина контактных площадок значительно превышает их ширину, то компонент может сдвинуться и занять только одну из них, что приведет к образованию разомкнутой электрической цепи. В случае, когда площадки слишком широки, компонент может легко потерять требуемую ориентацию. Существуют также специфические проблемы, которые могут возникать, когда контактные площадки под чип-компонент соединяются одна с другой. Если большая контактная площадка спроектирована в виде одного топологического элемента, то во время пайки оплавлением дозированного припоя каждый компонент будет притягиваться к центру этой площадки вследствие большей величины сил поверхностного натяжения припоя. Целесообразнее вместо одной большой площадки проектировать две меньшего размера, соединенные узкой коммутирующей дорожкой, – это ограничивает количество аккумулируемого припоя.
При необходимости повышения силы коммутируемых токов рекомендуется увеличивать число дорожек, а не увеличивать ширину одной дорожки, поскольку для широкой коммутирующей дорожки вероятны аккумулирование припоя под компонентом и смещение компонента. Если разводка коммутации под компонентом все же необходима, одну широкую дорожку следует разделить на несколько параллельных меньшей ширины. Нежелательный эффект скольжения может проявиться также тогда, когда два параллельных чип-компонента расположены очень близко друг к другу. В процессе пайки скользящий компонент может фактически вступить в контакт с припоем под корпусом соседнего компонента. Зазор размером не менее 0,635 мм, а еще лучше 1,27 мм, уменьшает вероятность этого скольжения.
Хороший практический результат дает соединение между собой зон больших контактных площадок с помощью узких или зауженных коммутирующих дорожек. Это относится к контактным площадкам, соединенным со сквозными межслойными переходами, которые в противном случае могут быть обеднены припоем.
6.6. ПП: РАЗРАБОТКА ТОПОЛОГИИ
Дата добавления: 2016-01-29; просмотров: 1827;