ВЫВОДНЫЕ КОМПОНЕНТЫ
Сборочно-монтажные технологические процессы с применением традиционных выводных компонентов (рис. 5.13) стояли у истоков автоматизации индустрии сборки узлов РЭА. В свою очередь, зарождение технологии монтажа на поверхность и бурный рост этой технологии в 80-е г. (который продолжился и в 90-е г. прошлого столетия), породили у многих специалистов мнение о том, что обычные выводные компоненты доживают свой век, и эта технология уйдет в историю в скором будущем.
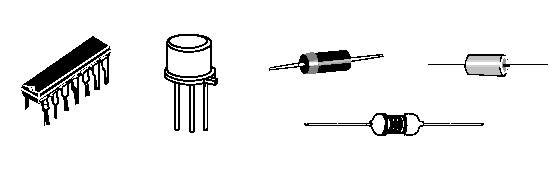
Рис. 5.13. Выводные компоненты.
Однако во второй половине 90-х г. стало ясно, что технология сборки выводных компонентов показала себя достаточно конкурентоспособной с технологией монтажа на поверхность по ряду важнейших показателей.
Инфраструктура технологии монтажа в отверстия гораздо проще и потому эффективнее, чем технологии монтажа на поверхность. В частности, в развивающихся странах сборочные процессы всегда начинают с технологии выводных компонентов, что выгодно и по экономическим причинам, поскольку электронными изделиями первой необходимости в таких странах являются, например, стационарные телефоны, телевизоры или холодильники, производимые, как правило, с подавляющим применением выводных компонентов. С ростом экономического развития страны возникает необходимость в наращивании производственной базы потребительской электроники, что также развивает технологию выводных компонентов.
В современной технологии сборки выводных компонентов можно отметить следующие тенденции:
· Данная технология развивается в тех странах, где ощущается недостаток инвестиций, где низка стоимость рабочей силы и где квалификация операторов, обслуживающего персонала и технологов находится в состоянии развития.
В этих странах низкая стоимость сборки и низкая стоимость плат приводят к широкому использованию выводных компонентов в простых электронных модулях;
· Данная технология наиболее востребована в тех случаях, когда полностью отсутствуют компоненты в поверхностно-монтируемом виде либо они слишком дороги. (Это силовые устройства (регуляторы напряжения, транзисторы, диоды, резисторы), а также ряд электролитических конденсаторов, потенциометров, индуктивностей, реле и оптоэлектронных устройств.)
Ведущие производители оборудования для сборочно-монтажных процессов в технологии выводных компонентов видят своей главной задачей в ближайшем будущем значительное улучшение технологии сборки и разработки машин и систем нового поколения. Поддержка и инвестиции этого направления гарантированы, поскольку даже сейчас технология монтажа в отверстия обеспечивает наиболее низкую стоимость и наиболее высокую производительность (в пересчете на 1 м2 занимаемой площади), а потому имеет весьма прочные позиции в значительном количестве сборочных производств с большими объемами выпуска продукции.
ПЕЧАТНЫЕ ПЛАТЫ
Основу модуля первого уровня составляет оригинальная деталь – коммутационная подложка, на которой устанавливаются компоненты и которая обеспечивает электрическое соединение между последними в соответствии со схемой электрической принципиальной Э3. В общем случае подложка представляет собой диэлектрическое основание с рисунком на нем в виде металлических пленочных проводников, называемых печатными проводниками. Отсюда самое распространенное название таких плат – печатные платы (ПП). В соответствие с ГОСТ различают следующие типы ПП: односторонние, двусторонние, многослойные и гибкие.
К материалу диэлектрика ПП предъявляются различные требования: поверхностное и объемное сопротивления должны быть не менее 109 Ом×см, относительная диэлектрическая проницаемость 4...5. Уменьшение e необходимо для снижения паразитных емкостных связей на плате, поскольку между проводниками иногда имеются очень небольшие зазоры.
В производстве ПП используются основания из композиционных материалов, состоящих из армирующих компонентов и связующего материала. Армирующие компоненты применяются:
· для придания основаниям жесткости и прочности;
· увеличения нагревостойкости и прочности при воздействии температуры пайки;
· выравнивания температурных коэффициентов линейного расширения (ТКЛР) металлов и материала ПП.
При изготовлении листовых композиционных материалов армирующие ткани пропитываются смолой и полимеризуются в прессах. При отверждении композита полимеры (связующий материал) усаживаются (до 20 %). Например, усадка полимеров на основе полиимида составляет 17 %. Усадки создают большие механические напряжения в композитах, которые приводят к сильному короблению оснований, отслоению смолы от армирующих компонентов, отрыву фольги и металлизации от диэлектрического основания. Только эпоксидная смола обладает уникально низкой усадкой (до 3 %) и отличной склеивающей способностью. Этим обусловлено применение стеклоэпоксидных композиций в изделиях ответственного назначения.
Эпоксидные смолы, как и другие полимеры, при нагреве расширяются. Особенно интенсивно расширение происходит после перехода температуры стеклования tс. Отечественные стеклопластики и большая часть импортных имеют tс = 100...110 °C. При пайке узла они до такой степени расширяются, что могут ослабить металлизацию сквозных отверстий. Специальные сорта импортных материалов, в частности группы FR-4, начинают интенсивное расширение только после 180 °С. Это соответствует температуре пайки. Именно по этой причине для ПП повышенной надежности применяют материалы с повышенной температурой перехода tс.
Один из таких материалов – полиимид, имеющий высокую температуру стеклования (до 200°C). Он особенно перспективен для плат высокой плотности монтажа с диаметром отверстий порядка 0,1 мм. Композиция полиимида с кварцевой тканью имеет низкую диэлектрическую проницаемость (ε = 2,3), что позволяет использовать ее в изделиях сверхвысокочастотного диапазона.
Кроме электрических характеристик платы должны отвечать достаточно широкому набору конструктивно-технологических характеристик: обеспечивать достаточные прочность и жесткость сборочному узлу на их основе, не подвергаться расслоению и короблению во время технологической обработки и эксплуатации, обеспечивая в то же время легкость при механической обработке в процессе изготовления платы.
Поскольку на плате жестко (при помощи пайки или других способов сборки) крепятся компоненты из разнородных материалов, большую проблему представляет согласование температурных коэффициентов линейного расширения (ТКЛР) материала платы (диэлектрика) и компонентов. Чаще всего такая задача является неразрешимой (табл. 6.1).
Таблица 6.1
ТКЛР материалов, применяемых в РЭА
| Материал | ТКЛР, 10-6 град-1 |
| FR-4 | 14¸18 |
| Полиимид | |
| Полиимидное стекловолокно | |
| Керамика |
Параметры технологических процессов сборки узлов должны учитывать эту проблему, чтобы максимально уменьшить количество дефектов после различных операций.
КОНСТРУИРОВАНИЕ ПП
Традиционно сложившаяся практика разделения труда при организации разработки и производства функциональных узлов РЭА предполагает участие в этом процессе специалистов разного профиля, работающих в нескольких производственных подразделениях предприятия:
· радиоинженера-разработчика электронной схемы;
· конструктора печатных плат, занимающегося, в том числе, трассировкой печатного монтажа;
· конструктора модулей, объединяющего модуль нулевого уровня (ПП как деталь) с базовой несущей конструкцией (БНК), в результате чего получается конструкция модуля 1-го уровня;
· работников технологической службы, разрабатывающих ТП производства ПП и остальных составных частей модулей РЭА;
· работников службы нормоконтроля, следящей за соблюдением всеми участниками производственного процесса норм проектирования, установленных действующими стандартами ЕСКД, ЕСТД и др.
При этом необходимо тесное взаимодействие всех участников процесса, понимание ими ограничений, связанных с условиями и техническим уровнем производства. Среди этих ограничений присутствуют, как правило, требования унификации конструкций, предписывающие непременно уложить разрабатываемые модули в принятую на предприятии или в отрасли структуру БНК. Важными факторами являются также точность и степень износа производственного оборудования, стабильность технологических процессов.
С приходом на производство инженеров-разработчиков и конструкторов персональных ЭВМ с мощным программным обеспечением САПР (системы автоматического проектирования) произошел настоящий качественный скачок в производительности труда при разработке и изготовлении такой массовой продукции, как модули РЭА на ПП. При этом оказалось возможным сосредоточить весь процесс проектирования на одном рабочем месте, т.е. отойти от традиционного распределения ролей между разработчиком схемы, конструктором и технологом, что стало особенно актуально для фирм с малочисленным персоналом, где по экономическим соображениям содержать отдельные конструкторские и технологические службы невыгодно. В таких условиях специалист, берущийся за разработку модулей РЭА от идеи (электрической схемы) до ее конструктивного воплощения, должен обладать знаниями из смежных областей, в частности, знать технологию ПП, без чего невозможно рассчитывать на достижение высоких технических показателей устройств.
Существует несколько конструктивных разновидностей ПП.
Односторонние ПП обладают невысокими надежностью и механической прочностью крепления навесных компонентов, которые практически висят на пайках. В местах присоединения компонентов велика возможность отслоения проводников при перепайках или при механическом воздействии на их выводы. При невозможности стопроцентной разводки печатных проводников применяются навесные перемычки. Платы этой разновидности применяются почти исключительно в бытовой РЭА.
Двухсторонние ПП обеспечивают высокую плотность установки компонентов и трассировки. Переходы проводников из слоя в слой осуществляются через металлизированные переходные отверстия. Эти платы допускают как монтаж компонентов на поверхности, в том числе и с двух сторон, так и монтаж компонентов с осевыми и штыревыми выводами в металлизированные монтажные отверстия. Двухсторонние ПП являются самой распространенной разновидностью ПП в производстве модулей РЭА.
Многослойные ПП (МПП) обеспечивают очень высокую плотность монтажа компонентов и прокладки трасс печатного монтажа. Они допускают монтаж всех видов компонентов.
Из множества предложенных в свое время вариантов конструкций в настоящее время практически используются два: четырехслойные платы попарного прессования и МПП с металлизацией сквозных монтажных и переходных отверстий.
Первая разновидность МПП изготавливается по технологии двухсторонних ПП с металлизацией отверстий. Две двухсторонние платы точно совмещаются и склеиваются под прессом через изоляционную прокладку. После этого в получившемся пакете сверлятся и металлизируются отверстия для перехода сигнальных цепей с платы на плату и монтажа компонентов со штыревыми выводами.
Вторая разновидность МПП выполняется последовательным наращивания слоя на слой с точным совмещением и склеиванием, после чего сверлятся и металлизируются сквозные отверстия для перехода сигнальных цепей со слоя на слой и монтажа штыревых выводов компонентов. Металлизация сквозных отверстий – очень ответственная операция: нужно обеспечить надежный контакт металла, наносимого на стенки отверстия, со слоями фольги толщиной порядка 35 мкм, выходящими заподлицо с поверхностью отверстия.
Еще более трудоемка технология изготовления МПП со скрытыми межслойными переходами во внутренних слоях: по ходу наращивания слоев МПП приходится выполнять операции металлизации отверстий.
Тем не менее, к настоящему времени технология МПП в достаточной степени освоена во всем мире. Можно встретить узлы РЭА массовых классов с 6 – 12-слойными МПП. Существуют опытные образцы, содержащие до 100 слоев. Широко используемые САПР P-CAD допускают автоматическую трассировку до 32 слоев печатного монтажа, хотя, как следует из изложенного, трудность изготовления МПП определяется возможностями технологии, а не производительностью САПР.
КЛАССЫ ТОЧНОСТИ ПП
ГОСТ 23751-86 предусматривает пять классов точности (плотности рисунка) ПП (табл. 6.2).
Таблица 6.2
Параметры топологии ПП по ГОСТ 23751-86
| Параметр | Условное обозначение | Размер элемента проводящего рисунка, мм, для класса | ||||
| 1-й | 2-й | 3-й | 4-й | 5-й | ||
| Расстояние между проводниками, контактными площадками, металлизированными отверстиями | t | 0,75 | 0,45 | 0,25 | 0,15 | 0,1 |
| Расстояние от края просверленного отверстия до края контактной площадки данного отверстия | S | 0,75 | 0,45 | 0,25 | 0,15 | 0,1 |
| Отношение минимального диаметра металлизированного отверстия к толщине платы | f | 0,4 | 0,4 | 0,33 | 0,25 | 0,2 |
Платы первого и второго классов точности не требуют для своего изготовления оборудования с высокими техническими показателями. Такое оборудование обычно имеется на рядовом радиозаводе с тех времен, когда технология печатного монтажа только внедрялась. Платы этих классов просты в изготовлении, дешевы, но не отличаются высокими показателями плотности компоновки и трассировки.
Для изготовления плат высшего (пятого) класса требуется специализированное высокоточное оборудование, специальные (как правило, дорогие) материалы, безусадочная пленка для изготовления фотошаблонов, идеальная чистота в производственных помещениях (вплоть до создания «чистых» участков (гермозон) с кондиционированием воздуха и поддержанием стабильного температурно-влажностного режима). Технологические режимы фотохимических и гальванохимических процессов также должны поддерживаться с высокой точностью. Поскольку большинство российских предприятий не располагает такими условиями производства, следует считать пятый класс практически недостижимым в условиях отечественного производства, по крайней мере, массового.
Несмотря на то, что для изготовления плат четвертого класса точности также необходимы высокая культура производства и высокоточное оборудование, целому ряду производителей удается массовый выпуск плат этого класса, поскольку требования к их характеристикам ниже, чем к характеристикам плат пятого класса.
Массовый выпуск плат третьего класса надежно освоен основной массой отечественных предприятий, так как для их изготовления нужно рядовое, хотя и специализированное оборудование, а требования к материалам и технологии не слишком высоки.
Зарубежными стандартами установлена иная классификация точности ПП (табл. 6.3), которая увязана с шагом проектирования и шагом расположения контактов компонентов.
Таблица 6.3.
Параметры топологии ПП (зарубежные стандарты)
| Класс | Ширина проводника и зазоры | Шаг проектирования для слоев | Шаг выводов ЭРЭ | ||
| наружных | внутренних | планарные | матричные | ||
| 0,2 | 1,25 | 0,625 | 0,625 | 2,5 | |
| 0,15 | 0,625 | 0,625 | 0,5 | 1,25 | |
| 0,1 | 0,625 | 0,5 | |||
| 0,075 | 0,5 | 0,5 | |||
| 0,05 | 0,5 | 0,5 | 0,25 | 0,5 | |
| 0,05 | 0,25 | 0,25 | 0,25 | 0,5 |
Из таблицы видно, что из элементов печатного рисунка нормированы только ширина проводника и зазоры. Что касается самой точности, то оказывается, что платы самого грубого нулевого класса по точности превосходят платы массового отечественного третьего класса. Данные по шагам проектирования и шагу выводов связывают точность плат с применяемой компонентной базой, в частности с типами корпусов ИМ.
РАЗМЕРЫ ПП
Требования к размерам ПП регламентированы отечественными и зарубежными стандартами; наиболее распространенные из этих требований фактически стали международными.
Отечественный стандарт ГОСТ 10317-79 устанавливает следующие требования к размерам ПП:
· предельный размер стороны не более 470 мм (ограничивается размерами гальванических ванн, листа фотопленки и аппаратуры для экспонирования фоторезиста);
· размеры сторон должны быть кратны:
- 2,5 мм при длине стороны не более 100 мм,
- 5,0 мм при длине стороны не более 350 мм,
- 10,0 мм при длине стороны более 350мм,
· соотношение сторон не более 3:1;
· шаг координатной сетки должен составлять 0,5, 1,25 или 2,5 мм.
Последнее требование уже устарело, поскольку появились компоненты с шагом, меньшим 0,5 мм. Кроме того, применяются зарубежные компоненты с шагом в долях дюйма. Более того, отметим, что получающая все более широкое распространение в отечественной практике САПР ACCEL P-CAD 2000/2001 даже при настройке на метрическую систему единиц использует внутреннее дюймовое представление всех размеров, конвертируя миллиметры в дюймы при вводе данных и округляя ихпри выводе данных до необходимого миллиметрового размера с точностью в 0,001 мм. Точность позиционирования рабочих органов современных станков с ЧПУ не препятствует использованию такой процедуры в САПР.
Габаритные, установочные и присоединительные размеры ПП обычно координируются с той или иной системой БНК.
Существует ГОСТ 28601.3-90, в котором ряд типоразмеров для плат и других элементов конструкции модулей РЭА полностью соответствует стандарту МЭК 297 Международной электротехнической комиссии. Четыре типоразмера плат из этого ряда образуют ряд унифицированных типовых конструкций УТК-2 и получили в отечественной практике название «Европлата». Под эти платы поставляются также все остальные конструктивные элементы БНК. Базовый размер печатной платы составляет 100x100 мм.
Существует множество систем БНК, и все они предполагают прямоугольную форму плат всех типов и размеров. Лишь в исключительных, технически обоснованных случаях допускается отступать от прямоугольной формы, применяясь к конкретным условиям установки и эксплуатации функционального узла.
МАРКИРОВКА НА ПП
Маркировка ПП подразделяется на обязательную и дополнительную. К обязательной маркировке относится обозначение ПП по ГОСТ 2.201-80 («децимальный номер») или какой-либо условный шифр, даты изготовления и номера версии фотошаблона, а также технологические маркеры, не обозначаемые на чертеже ПП, но вводимые в фотошаблон изготовителем платы.
Дополнительная маркировка содержит обозначение заводского номера платы или партии плат, обозначение контуров мест установки и позиционные обозначения компонентов и другую информацию, служащую для удобства монтажа, регулировки и эксплуатации модуля.
Часть маркировки может быть выполнена травлением одновременно с проводниками, но для этого на плате должно быть свободное место. (Далеко не всегда такое место есть). Кроме того, при выполнении проекта средствами САПР маркировочные знаки, выполняемые травлением в слоях проводников, получают статус цепей, не имеющих подключенных компонентов. При электрическом контроле таких цепей САПР выдает сообщения об ошибках, нервирующих разработчика. Тем не менее, такая маркировка применяется для обозначения номера чертежа ПП или ее шифра, с тем, чтобы в массовом производстве можно было идентифицировать платы, поступающие с операций химической обработки, когда на них еще нет другой маркировки. Высота символов такой маркировки должна быть не менее 2,5 мм, иначе их невозможно будет читать. Шрифт для маркировки должен быть близок по начертанию к стандартным шрифтам по ГОСТ 26.020-80.
Дефицит свободного места на ПП не мешает выполнять маркировку способами офсетной печати (сеткографии, шелкографии и т. п.). Маркировка лишь не должна попадать на места пайки.
6.5. ПП: ЗАВИСИМОСТЬ ТОПОЛОГИИ
Дата добавления: 2016-01-29; просмотров: 5122;