Обработка внешних шлицев
Внешнюю цилиндрическую поверхность шлицевого валика (поверхность под шлиц) всегда обрабатывают отдельно от впадин (обработка собственно шлицев). Необходимую точность взаимного положения внешнего цилиндра и впадин обеспечивают соответствующим выбором технологических баз. Одним из способов нарезания внешних прямоугольных шлицев является фрезерование на горизонтально-фрезерном станке с помощью делительного устройства. Второй вариант (одна операция) фрезеруют фрезой шлицевой сразу всю впадину. Первый вариант (фрезерование в две операции): сначала двумя парными фрезами получают боковые поверхности, а во второй операции радиусной фрезой получают дно впадины. Первый вариант дает лучшую точность, а второй - обеспечивает большую производительность.
В серийном производстве шлицы нарезают методом обкатки червячной шлицевой фрезой. Для этой операции используют щлицефрезерный станок или зубофрезерный станок, если обкатке не препятствует длина детали (рис. 19).
Шлицы, которые нельзя фрезеровать из-за отсутствия выхода для фрезы, нарезают шлицевыми долбяками на зубодолбежном станке.
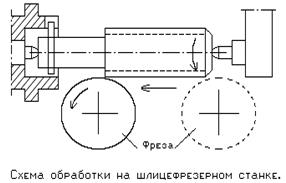
Рис. 19.
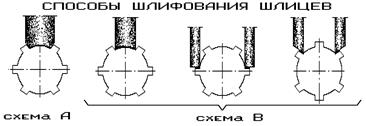
Шлицы, от которых требуется высокая точность, шлифуют: внешний цилиндр - на круглошлифовальном станке, а впадины - на шлицешлифовальном. Шлифование всей впадины, т.е. боковых сторон и дна выполняют в случае центрирования соединения по внутреннему диаметру шлицев. Шлифование всей впадины, т.е. боковых сторон и дна (при центрировании по внутреннему диаметру шлицев) выполняют либо по схеме А, либо по схеме В. Схема А, как более производительная, используется чаще.
Дата добавления: 2016-01-20; просмотров: 1362;