ПАЗОВ, ЗУБЧАТЫХ КОЛЕС, ШЛИЦЕВ
1. Обработка плоских поверхностей и пазов
Фрезерование.Фрезерование требует особого надежного закрепления детали и по возможности ближе к месту обработки во избежание вибраций. В зависимости от размера и формы деталь закрепляется непосредственно на столе станка, в тисках, в патроне, но чаще всего (исключая единичное производство) в специальном приспособлении. Точность обработки - 10 квалитет, 6 класс шероховатости (1, 2 этап). Величина припуска, который можно снять в один проход, ограничивается лишь надежность закрепления детали, прочностью детали и мощностью станка. Различают фрезерование:
- цилиндрическое (обработка цилиндрическими, дисковыми, фасонными фрезами, а также концевыми фрезами, работающими периферией);
- торцевое (обработка торцевыми фрезами и концевыми фрезами, работающими горцем).
Торцевое фрезерование в большинстве случаев оказывается производительнее и несколько точнее, а область его применения значительно шире. Как общее правило, фрезерную операцию, требующую специального приспособления для закрепления детали, рассчитывают на выполнение в один проход, чтобы дать возможность выдержать координирующий размер без пробных проходов и промеров.
При обработке пазов прямоугольных используют шпоночные (двухзубые) фрезы, которые допускают осевое врезание на всю глубину паза (работают торцевыми зубьями), в отличие от концевых фрез, которые устанавливают на полную глубину паза вне детали (или в предварительно просверленное отверстие в детали на месте паза) и резание осуществляется периферийными зубьями. Поэтому шпоночные фрезы могут работать методом «маятниковой подачи» и обрабатывать закрытые (шпоночные) пазы. Схемы обработки фрезерованием представлены на рис. 1, рис. 2, рис. 3, рис. 4, рис. 5, рис. 6.
На станках с ЧПУ можно концевой фрезой обработать закрытый (шпоночный) паз при повороте ее относительно вертикальной оси (рис. 7), так как врезание на полную глубину паза поворотом фрезы можно запрограммировать.
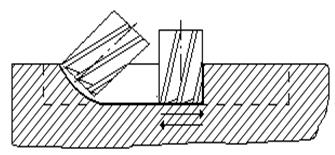
Рис. 7. Схема обработки закрытого (шпоночного) паза
Шлифование.Шлифование плоскостей осуществляется на плоскошлифовальных станках, работающих периферией круга, и станках, работающих торцом круга (рис. 8). Столы станков либо прямоугольные с прямолинейным возвратно-поступательным движением, либо круглые вращающиеся. Большая площадь стола допускает одновременную обработку нескольких деталей.
Для установки и закрепления деталей, имеющих две параллельные плоскости, пользуются магнитными столами. Эти столы упрощают закрепление небольших тонких деталей, однако, если подобная деталь нежесткая и имеет коробление, которое должно быть устранено, то плоскости приходится обрабатывать несколько раз, попеременно шлифуя то одну, то другую сторону.
Станки, работающие торцом круга, более производительны, так как круг перекрывает всю ширину плоскости стола, но они менее точны, чем станки, работающие периферией круга. Точность обработки: 6 квалитет, 9 класс шероховатости ( 3, 4 этапы).
Пазы открытые обрабатывают на плоскошлифовальных станках с прямоугольным столом.
Шлифование фасонных плоских поверхностей проводят на плоскошлифовальных станках кругом с профилем, соответствующим профилю поверхности.
Протягивание.Протягивание плоскостей отличается высокой производительностью при снятии значительного припуска на обработку и большой точностью обработки (7 квалитет, 7 класс шероховатости). Протягивание обычно производят без какой-либо подготовительной обработки плоскости, снимая припуск в 2-6 мм. Одна операция протягивания в состоянии заменить несколько фрезерных операций на первом и втором этапах, а также шлифование плоскости, вместе взятые. Для внешнего протягивания используют вертикально протяжные станки. Протягиванием обрабатывают как открытые плоскости, так и сочетания плоскостей (рис. 9).
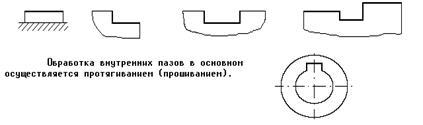
Рис. 9. Схемы обработки протягиванием (прошиванием)
Долбление. Обработка внутренних открытых и полуоткрытых пазов и плоскостей, сопрягающихся не по радиусу, осуществляется долблением на долбежных станках долбежными резцами. Деталь устанавливается на столе, который может совершать продольное, поперечное и круговое перемещение. Метод отличается простотой и дешевизной режущего инструмента, но имеет низкую производительность и требует высокой квалификации рабочих. При долблении необходимо предусмотреть выход инструмента за обрабатываемую поверхность, по направлению перемещения резца (рис. 10, рис. 11).
Внутренние плоскости и пазы после термической обработки и для получения высоких показателей точности притирают (операция - доводочная).
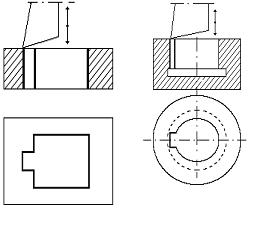
Рис. 10. Паз открытый. Рис. 11. Паз полуоткрытый
Дата добавления: 2016-01-20; просмотров: 3010;