Порядок проведения магнитной дефектоскопии
1. Очистка
2. Намагничевание для получения поля рассеивания
3. Операция регистрации МПР, т.е. выявление дефектов
4. Размагничевание, обязательная операция
Аппаратура для намагничивания. Для циркулярного намагничивания необходимо иметь: а) источник постоянного или переменного тока низкого напряжения (4 - 12 в) и большой силы (до 10000 а и больше) и б) контактное устройство идя подвода тока к детали.
Источником постоянного тока могут служить аккумуляторы, или выпрямители соответствующей мощности.
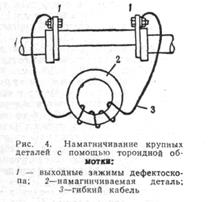
Для намагничивания особо крупных изделий применяются тороидные и соленоидные обмотки из гибкого провода (кабеля) большого сечения, наматываемые непосредственно на деталь и питаемые от дефектоскопов или непосредственно от соответствующего трансформатора.
Магнитный порошок и суспензия. Магнитный порошок представляет собой магнитную закись — окись железа (Fe3O4)> измельченную до величины частиц порядка 5—10 мк. Магнитная суспензия составляется из расчета 50 г порошка на 1 л трансформаторного масла.
Чувствительность метода магнитного порошка.Чувствительность зависит от свойств порошка, магнитных характеристик металлов, режимов намагничивания и геометрических размеров дефектов.
Чувствительность метода в случае контроля конструкционной стали после закалки и отпуска характеризуется следующими размерами и расположением дефектов:
а) крупные, вытянутые в глубь металла дефекты — непровары, трещины с большой высотой (3—4 мм) и малой шириной (0,01— 0,2 мм) четко выявляются при глубине залегания от поверхности до 2,5 мм при контроле в приложенном постоянном поле электромагнита, до 1,5 мм при контроле в приложенном поле переменного тока и до 1 мм в случае контроля на остаточной намагниченности;
б) волосовины шириной 0,04—0,3 мм, высотой 0,05—0,7 мм обнаруживаются соответственно на глубине до 1; 0,5 и 0,3 мм.
Область применения метода магнитного порошка. Метод применяется для выявления волосовин, крупных шлаковых включений, флокенов, закатов, заковов, расслоев, трещин (закалочных, ковочных, штамповочных, сварочных, шлифовочных, усталостных) и непроваров (в стыкокромочных соединениях), залегающих неглубоко от поверхности детали.
Контроль может быть проведен на деталях, покрытых тонкими слоями (до 20 мк) защитных (немагнитных) покрытий лака, краски, хрома, кадмия, цинка.
Лекція 9.
Тема. Магнитный неразрушающий контроль.
Краткое содержание.Методы магнитной дефектоскопии: магнитографический, с использованием магнитных преобразователей. Магнитный контроль фазового состава сплавов: термографический метод и метод магнитной феррометрии.
Дата добавления: 2016-01-20; просмотров: 1466;