Обработка на шлифовальных станках
Абразивная обработка представляет собой процесс резания при помощи абразивного инструмента, режущими элементами которого являются зёрна абразивных материалов.
Основные типы станков: 3В12 ( круглошлифовальный станок, 12 - габариты обрабатываемых деталей ).
Основные узлы станка: станина, передняя бабка и задняя бабка ( с неподвижными центрами ), установленные на подвижном столе станка, шлифовальная головка.
|
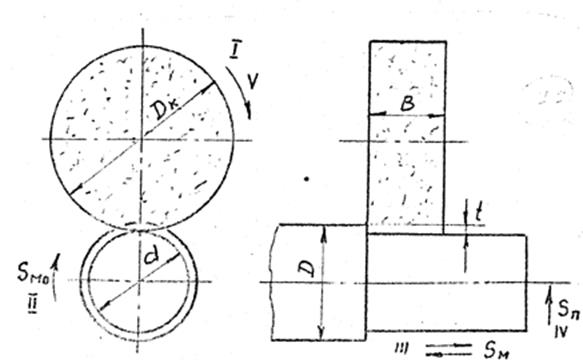
Основные движения: главное движение ( вращение шлифовального круга), круговая подача Sокр ( для плоскошлифовальных станков - поперечная подача S поп ), продольная подача Sпрод, подача на двойной ход S дв.х.
Производимые работы: обработка внутренних и наружных цилиндрических поверхностей, обработка плоскостей и фасонных поверхностей.
В зависимости от вида абразивного инструмента и принятой кинематической схемы различают :
шлифование - обдирочное /черновое/, предварительное, окончательное / чистовое /, тонкое, круглое /наружное и внутреннее/, плоское, профильное.
Абразивная обработка в последнее время широко применяется для снятия больших припусков при работе по корке, при разрезке материалов высокой прочности и в закаленном состоянии. Тенденция получения заготовок с минимальными припусками на механическую обработку позволяет в ряде случаев исключить лезвийную обработку и применять только обработку абразивом.
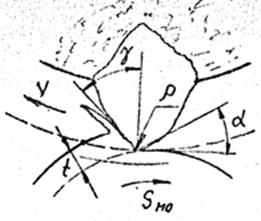
Процесс резания при абразивной обработке состоит в том, что выступающие зёрна путём одновременного царапания и истирания удаляют с обрабатываемой поверхности слой материала в виде мелкой стружки. Точность обработки достигает 3...5 квалитетов, а чистота 9...11 классов чистоты.
В качестве абразивных инструментов используют шлифовальные круги, сегменты, бруски, шкурки, ленты, порошки, суспензии, пасты.
Наибольшее распространение получили шлифовальные круги. Онисостоят из режущих /абразивных/ зёрен, связки, цементирующей зёрна, и пустот между зёрнами /порами/. Эти пустоты или поры выполняют роль стружечной канавки.
|
Абразивные материалы
Электрокорунд получают плавкой в электропечах очищенных бокситов с углеродосодержащими материалами. В результате этого получают зёрна с большим содержанием оксида алюминия. Различают отдельные марки электрокорунда: нормальный электрокорунд/1А/и его разновидности / 12А,13А, 14А, 15А,16А/, отличающиеся содержанием оксида алюминия и сортностью /чем больше номер, тем выше сорт/ - 93%...96% Al2O3, зёрна красно - коричневого оттенка, твёрдость НМ =1900..2000 кгс/мм2, теплостойкость = 1700... 1800°С;
белый электрокорунд. /2А/, содержащий 97...99% Al2O3, разновидности 22А, 23А, 24А, 25А, твёрдость НВ2000...2100 кгс/мм2, критическая температура примерно таже, зёрна имеют более острые грани;
легированный электрокорунд - хромистый, титанистый, циркониевый /ЗА/, монокорунд /4А/.
Карбид кремния получают в электропечах плавлением кварцевого песка с коксом. Выпускают марки: карбид кремния черный /5С/ с разновидностями 53С, 54С, 55С, содержит до 97% SiC, имеет твёрдость НМ =3200...3500 кгс/мм2, теплостойкость Qкр =1300...1400°С;
карбид кремния зеленый /6С/ с разновидностями 63С, 64С, содержит более 97% SiC, твёрдость НМ = 3300...3600 кгс/мм2, теплостойкость та же. Карбид кремния по прочности уступает электрокорунду.
Для изготовления эльборовых абразивных инструмиентов применяют шлиф - и микропорошки из эльбора /Л/ и кубонита /К/, выпускаемых двух марок: ЛО /КО/ и ЛР /КР/ - .эльбор /кубонит/ соответственно обычной и повышенной прочности НМ = 9500 кгс/мм2, Qкр = 1200...1400°С.
Алмазный шлифовальный инструмент применяют для доводки твердых сплавов, инструментальных и быстрорежущих сталей /ÀÑ2/, их шлифования и заточки /ÀÑ4/, обработке труднообрабатываемых сталей и сплавов /АС5/, обработке стекла, камня, железобетона /АС20, ÀÑ32/.
Углеродистые и легированные стали в основном шлифуют элек-трокорундом. Чугуны, твёрдые сплавы /и вязкую медь/ - карбидом кремния. Белый электрокорунд и карбид кремния зелёный применяют для более ответственного окончательного шлифования.Эльбор обычной прочности - для доводки твердых0 сплавов, инструментальных и быстрорежущих сталей, повышенной прочности - для обработки труднообрабатываемых сталей и сплавов.
Зернистость шлифовальных инструментов
Зернистость указывает на размер зёрен основной фракции, примененных в данном инструменте. Шлифзерна с номерами 200, 160,125...10,8,6 имеют размеры 2000...6 мкм.
Зернистость дополняется буквенным индексом В (высокая), П ( повышенная), Д (достаточная), Н (недостаточная), определяющим процент основной фракции в инструменте, который может быть равен 36...60%.
Зернистость алмазных зерен /ГОСТ 9206-80/ может быть от 2500/2000 до 50/40. Цифры в обозначении зернистости указывают размеры в мкм стороны ячеек сита в свету, при котором зерна основной фракции проходят через сито /первая цифра/ и задерживаются на сите /вторая цифра/.
Эльборовые материалы имеют зернистость 325...250, 250...200 - 1...0 /размеры в мкм/ по ОСТ 2-МТ79-2-75.
При выборе размера зерна надо учитывать следующее: более, мелкая зернистость принимается при обработке более прочных или твердых материалов, при необходимости получить большую точность и меньшую шероховатость поверхности, при внутреннем шлифовании.
Род связки шлифовальных инструментов
Связующие материалы при изготовлении абразивных инструмент служат для соединения зёрен в единое целое тело, от их свойств зависит прочность удержания зерна в круге и прочность самого круга, при вращении которого возникают большие центробежные силы. Связки разделяются на неорганические /керамические, металлические/ и органические /бакелитовые, вулканитовые/.
Керамическая связка наиболее распространена при изготовлении кругов из электрокорунда и карбида кремния. Она достаточно прочная, водостойкая, огнеупорная, образует крупные поры, куда может размещаться стружка. Сорта керамической связки: К0, К1, К2...К8.
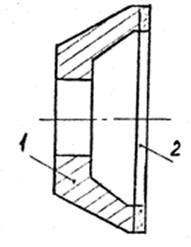
Металлические связки используют при изготовлении алмазных и эльборовых кругов. Алмазный круг имеет корпус I, выполненный из алюминиевого сплава, пластмассы, на которой нанесен режущий слой 2, состоящий из связки и алмазных зерен. Количество алмазного или эльборового порошка характеризуется концентрацией. Содержание алмазов или эльбора, равное 25% объёма абразивного слоя, принято за 100% -ную концентрацию. Алмазные круги изготовляют концентрацией 25, 50, 100...200%, круги из эльбора -25...150%.
В основе почти всех металлических связок лежит медь, к которой добавляют олово, алюминий, стекло и т.п. Марки связок: М1, МВ1, М5-5, МК и т.д. Основными достоинствами металлических связок являются высокая прочность и теплопроводность, но они почти полностью лишены пор, поэтому не применяются для черновых работ.
Бакелитовая связка непрочности значительно превосходит керамическую, что позволяет работать на повышенных, скоростях. Эта связка лучше чем керамическая держит форму шлифовального круга, но имеет мелкие поры и не выдерживает температуру свыше 300°С. На чистой бакелитовой связке /Б1, Б2, БЗ/ изготавливают круги из электрокорунда и карбида кремния, а на этой же связке и на связке с различными наполнителями /БП2 и др./ изготавливают алмазные и эльборовые круги.
В основе вулканитовой связки содержится синтетический каучук, подвергнутый вулканизации. Эта связка /В1, В2, В3/ малопориста и начинает выгорать при 100...150°С.
На керамической связке делают круги из электрокорунда и карбида кремния для всех видов шлифования. Бакелитовая связка используется для изготовления прочных кругов для тонкого, фасонного шлифования, вулканитовая - для особо точного профильного шлифования. Алмазные круги на бакелитовой связке используют для чистового шлифования, а на металлической связке - в основном для хонингования.
Твердость шлифовальных инструментов
Твердость шлифовального круга характеризуется не твердостью входящих в него зерен, а способностью связки удерживать зерна, стремящиеся вырваться из нее под действием сил резания. Эта способность зависит как от твердости и прочности связки, так и от сил сцепления между связкой и зернами.
По твердости шлифовальные круги разделяют на семь степеней:
мягкие - М1, М2, МЗ
среднемягкие - СМ1, СМ2
средние - С1, С2
среднетвердые - СТ1, СТ2, СТ3
твердые - Т1, Т2
весьма твердые - ВТ1, ВТ2
чрезвычайно твердые - ЧТ1, ЧТ2.
При правильно выбранной твердости абразивные зерна по мере затупления обновляются путем скалывания, выкрашивания и вырывания с поверхности круга. Этот процесс носит название самозатачивания круга..
Если самозатачивание отсутствует, то более твердые круги надо брать при большей глубине резания и подаче, при шлифовании фасонных поверхностей для сохранения формы круга, пои увеличении зернистости, при обработке более пластичных твердых сплавов.
Структура абразивного инструмента
Под структурой понимается строение абразивного инструмента, характеризуемое процентным соотношением зерен, связки и пор в единице объема. Основой системы структур является содержание абразивного зерна в инструменте. Структуры обозначают номерами от № 1 до № 12 и условно делят на плотные или закрытые / № 1...№ 4, 60...54% зерен/, средние / № 5...№ 8, 52...46% зерен/, открытые / № 9...№ 12, 44...38% зерен/. Чем плотнее структура, тем зерен больше, а размеры пор меньше.
Более открытые структуры принимают при и шлифовании пластичных материалов, при шлифовании менее твердых и прочных материалов, при грубой черновой обработке, при внутреннем шлифовании. Шлифование и заточка инструментов, оснащенных твердым сплавом ведется кругами со структурой № 8...№ 10.
В маркировке шлифовальных кругов приводят:
КАЗ ПП 24А 40Н СМ2 7 К5 35 м/сек Б 300õ40õ127 ГОСТ2424-83 /завод-изготовитель, геометрическая форма, абразивный материал, зернистость, степень твердости, структура, связка, рабочая окружная скорость, класс точности и уравновешенности инструмента, наружный диаметр, высота круга, диаметр отверстия круга/.
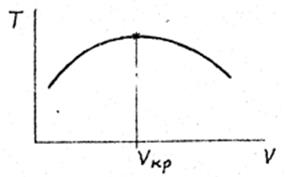
Скорость VШЛ имеет довольно большую величину /в 6...5 раз большую, чем применяется на практике/, поэтому всегда надо стараться назначать максимально возможную скорость резания. Ограничением в увеличении скорости является прочность шлифовального круга, опасность его разрыва. Прочность определяется связкой и для различных типов связок существуют предельные скорости:
- 30...35 м/сек для керамической связки,
- 35 м/сек для вулканитовой,
- 40 м/сек для бакелитовой.
|
Выпускаются в ограниченном количестве упрочненные круги, позволяющие увеличить предельную скорость до 50..60 м/сек. С увеличением минутной окружной подачи и поперечной подачи / глубины резания / толщина срезаемого слоя увеличивается, период стойкости уменьшается. Диаметр обрабатываемой заготовки практически на износ шлифовального круга влияния не оказывает.
Момент затупления шлифовального круга определяется по технологическим критериям, в качестве которых могут быть:
а) резкое увеличение шероховатости обработанной поверхности,
б) возникновение вибраций в результате увеличения сил резания, связанного с износом круга или его засаливанием,
в) появление прижогов на обработанной поверхности и т.д.
|
Чтобы восстановить режущую способность круга или его геометрическую форму круг надо подвергнуть правке. Для удаления затупившихся зерен достаточно снять абразивный слой толщиной 0.15...0.2 мм. Правка шлифовального круга может осуществляться различными методами:
а) обтачиванием с помощью алмазного карандаша;
б) обкатыванием с помощью специальных дисков из твердого сплава, дисков типа звездочек, металлических дисков с пазами, вращающихся от самого правимого круга;
в) шлифованием принудительно вращающимся шлифовальным крутом из более твердого абразивного материала и т.д.
Рекомендуемые значения величин подач при наружном круглом шлифовании
1. Поперечная подачаS дв.х. мм/ход
t = 0.015...0.05 мм при черновых проходах,
t = 0.005...0.015мм при чистовых проходах.
2. Продольная подача
S = Sд B мм/об.изд.
где В - ширина шлифовального круга,
Sд - коэффициент пропорциональности, долевая подача
Sд = 0.3...0.7 при черновых проходах,
Sд = 0.2...0.4 при чистовых проходах.
3.Окружная подача SMo (м/мин) определяется по справочным данным ( 2...10 м/мин)
 .
.
Частота вращения заготовки n об/мин
 .
.
Дата добавления: 2016-01-18; просмотров: 1476;