Терминальная задача
Устройство ЧПУ первоначально было создано как проблемно-ориентированная вычислительная машина реального времени. Однако затем, по мере возрастания активной роли оператора в управлении, все более увеличивался удельный вес интерактивных (диалоговых) процедур и связанных с ними процессов машинного масштаба времени. Постепенно сформировался достаточно автономный круг задач, решение которых не требовало специальной и даже специализированной аппаратуры ЧПУ, но вполне могло быть выполнено универсальными вычислительными средствами на основе взаимодействия оператора с терминалом (пассивным или активным). Так оформилась терминальная задача ЧПУ.
К терминальной задаче ЧПУ отнесем все проявления взаимодействия устройства ЧПУ с окружающей средой: прежде всего это диалог с оператором, кроме того, диалог с другими системами управления. Техническими средствами поддержания диалога являются, прежде всего, пассивный терминал (панель оператора) или активный терминал (персональный компьютер), а, кроме того, интерфейс с управляющими устройствами внешней среды.
Одним из видов взаимодействия УЧПУ с окружающей средой является ввод информации (программы обработки). Для этого используются различные считывающие устройства.
Раздел 2. Системы числового программного управления станками и станочными комплексами.
Тема. 2.1. Принцип работы станков с ЧПУ
В общем виде структуру комплекса «Станок с ЧПУ» можно представить в виде трех блоков, каждый из которых выполняет свою задачу: управляющая программа (УП), устройство ЧПУ (УЧПУ) и собственно станок, все это образует систему числового программного управления.
Комплекс «станок с ЧПУ»
Все блоки комплекса работают взаимосвязанно в единой структуре. Управляющая программа содержит укрупненное кодированное описание всех стадий геометрического и технологического образования изделия. В УЧПУ управляющая информация в соответствии с УП транслируется, а затем используется в вычислительном цикле, результатом которого является формирование оперативных команд в реальном масштабе машинного времени станка (рис. 6.1).
Станок является основным потребителем управляющей информации исполнительной частью, объектом управления, а в конструктивном отношении – несущей конструкцией, на которой смонтированы механизмы с автоматическим управлением, приспособленные к приему оперативных команд от УЧПУ. К числу подобных механизмов относятся, прежде всего, те, которые непосредственно участвуют в геометрическом формообразовании изделия. Это механизмы координатных подач. В зависимости от числа координат движения, задаваемых механизмами подачи, складывается та или иная система координат обработки: плоская, пространственная трехмерная, пространственная многомерная. Из всех механизмов механизмы подачи требуют в процессе управления наибольшего объема переработки информации и вычисления, поэтому от числа управляемых координат, от сложности геометрической координатной задачи формообразования во многом зависит сложность УЧПУ в целом и используемая методика программирования. Функциональность реальной системы ЧПУ (СЧПУ) определяется степенью реализации целого ряда функций при управлении оборудованием, они представлены ниже.
Ввод и хранение системного программного обеспечения (СПО). К СПО относят совокупность программ, отражающих алгоритмы, функционирования конкретного объекта. В УЧПУ низших классов СПО заложено конструктивно и не может быть изменено, и УЧПУ может управлять лишь данным (типовым) объектом (например, только станками токарной группы с двумя координатами). В системах, обеспечивающих управление широким классом объектов (в так называемых многоцелевых СЧПУ), при настройке СЧПУ для решения определенного круга задач СПО вводится извне.
В автономных многоцелевых устройствах управления СПО вводится с перфоленты, с дискеты, с компакт-диска (СО), а в автоматизированных устройствах по каналу связи с ЭВМ верхнего уровня.
Необходимо различать СПО и управляющие программы: СПО остается неизменным для данного объекта управления, а УП изменяются при изготовлении разных деталей на одном и том же объекте. В многоцелевых СЧПУ память для хранения СПО должна быть энергонезависимой, т. е. сохранять информацию при пропадании напряжения питающей сети.
Ввод и хранение УП. Управляющая программа может вводиться в СЧПУ с перфоленты, с пульта управления, с дискеты или по каналам связи с ЭВМ высшего уровня. Память для хранения УП должна быть энергонезависимой. В СЧПУ высших классов УП обычно вводится сразу и целиком и запоминается в оперативной памяти системы.
Интерпретация кадра. Управляющая программа состоит из составных частей – кадров. Отработка очередного кадра требует проведения ряда предварительных процедур, называемых интерпретаций кадра.
Интерполяция. СЧПУ должна обеспечить с требуемой точностью автоматическое получение (расчет) координат промежуточных точек траектории движения элементов управляемого объекта по координатам крайних точек и заданной функции интерполяции.
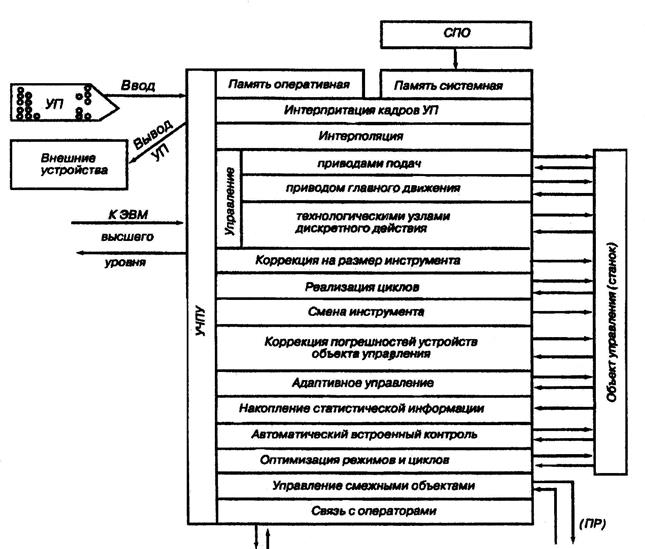
Функциональная схема управления станком с ЧПУ
Управление приводами подач. Сложность управления зависит от типа привода. В общем случае задача сводится к организации цифровых позиционных следящих систем для каждой координаты. На вход такой системы поступают коды, соответствующие результатам интерполяции. Этим кодам должно отвечать положение по координате (линейное или угловое) перемещающегося объекта. Определение действительного положения перемещающегося объекта и сообщение о нем в систему управления осуществляются датчиками обратной связи.
Управление приводом главного движения. Управление предусматривает включение и отключение привода, стабилизацию скорости, а в некоторых случаях – управление углом поворота как дополнительной координатой.
Логическое управление. Это управление технологическими узлами дискретного действия, входные сигналы которых производят операции типа «включить», «отключить», а выходные фиксируют состояния «включено», «отключено».
Коррекция на размеры инструмента. Коррекция УП на длину инструмента сводится к параллельному переносу координат, т.е. смещению. Учет фактического радиуса инструмента сводится к формированию траектории которая является эквидистантой к запрограммированной.
Реализация циклов. Выделение повторяющихся (стандартных) участков программы, называемых циклами, является эффективным методом сокращения УП. Так называемые фиксированные циклы характерны для определенных технологических операций (сверления, зенкерования, растачивания, нарезания резьбы и т.п.) и встречаются при изготовлении многих изделий. При разработке УП фиксированные циклы указываются в программе, а их отработка ведется в соответствии с определенной подпрограммой, заложенной в память СЧПУ системой программного обеспечения или конструктивной схемой.
Смена инструмента. Эта функция характерна для многоинструментальных и многоцелевых станков. Задача смены инструмента в общем случае имеет две фазы: поиск гнезда магазина с требуемым инструментом и замену отработавшего инструмента на новый.
Коррекция погрешностей механических и измерительных устройств. Любой конкретный агрегат механообработки (т.е. объект управления) можно аттестовать с помощью измерительных средств достаточно высокого класса точности. Результаты такой аттестации в виде таблиц погрешностей (внутришаговая ошибка, накопленная ошибка, люфты, температурные погрешности) заносятся в память СЧПУ. При работе системы текущие показания датчиков агрегатов корректируются данными из таблиц погрешностей. Системы высокого уровня имеют встроенные контрольно-измерительные комплексы, контролирующие основные параметры станка в так называемом фоновом режиме. Результаты контроля тотчас же используются для проведения необходимых коррекций.
Адаптивное управление обработкой. Для осуществления такого управления необходимая информация получается от специально установленных датчиков, с помощью которых измеряют момент сопротивления резанию или составляющие сил резания, мощность привода главного движения, вибрацию, температуру, износ инструмента и др. Чаще всего адаптация осуществляется изменением контурной скорости или скорости привода главного движения.
Накопление статистической информации. К статистической информации относятся фиксация текущего времени и времени работы системы и ее отдельных узлов, определение коэффициента загрузки оборудования, учет изготовленной продукции, фиксация ее отдельных параметров и т.д.
Автоматический встроенный контроль. Непрерывный контроль по формируемым размерам обрабатываемого изделия одна из основных задач повышения качества обработки.
Дополнительные функции. К дополнительным функциям можно отнести следующие: обмен информацией с ЭВМ верхнего уровня, согласованное управление оборудованием технологического модуля, управление элементами автоматической транспортно-складской системы, управление внешними устройствами, связь с оператором, техническую диагностику технологического оборудования и самой системы ЧПУ, оптимизацию отдельных режимов и циклов технологического процесса и др.
Тема 2.2. Приводы главного движения и подач станков с ЧПУ
Дата добавления: 2016-01-18; просмотров: 2127;