Механизмы автоматической смены инструментов
К механизмам автоматической смены инструментов относятся кроме магазинов также накопители, стеллажи, автооператоры, захватные устройства, транспортирующие устройства, зажимные устройства в шпинделе и в автооператорах.
Механизмы автоматической смены инструментов должны обеспечивать:
· стабильность точного и жесткого положения инструмента в шпинделе после его закрепления; надежность закрепления инструмента в шпинделе, а также надежность работы всех звеньев системы автоматической смены инструментов;
· минимальное время смены инструментов;
· возможность изменения вместимости магазина;
· возможность унификации и встройки с минимальными изменениями в различные компоновки станков (механизм автоматической смены инструментов изготавливают в виде отдельного агрегатного узла);
· компактность конструкции, хорошую защиту посадочных мест инструментов от повреждений и загрязнений;
· удобство обслуживания и соблюдение требований техники безопасности.
Из всех конструкций устройств автоматической смены инструментов наиболее простой является конструкция с инструментальным магазином, установленным на шпиндельной головке. При такой конструкции отсутствует инструментальный автооператор, используются магазины дискового или револьверного типа.
На рис., а показана схема устройства многоцелевого станка для автоматической смены инструментов с дисковым магазином на 15 инструментов. Смена инструментов и транспортирование их из магазина в посадочное гнездо шпинделя осуществляются осевым перемещением шпинделя.
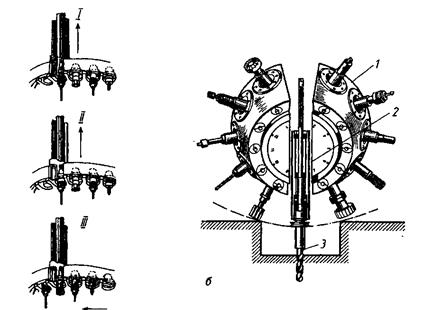
Рис. Устройства для смены инструмента осевым перемещением шпинделя
Инструменты устанавливаются в магазине в соответствии с последовательностью обработки детали. Перед установкой очередного инструмента шпиндель находится в верхнем положении над магазином соосно с закрепленным в нем посредством фиксаторов блоком инструментов. При опускании шпинделя конус втулки входит в гнездо шпинделя и автоматически закрепляется. В рабочем положении шпиндель проходит через отверстие магазина. После выполнения очередного перехода шпиндель поднимается и инструмент входит в отверстие магазина (позиция I). При дальнейшем перемещении шпинделя втулка с инструментом раскрепляется и удерживается в магазине фиксаторами (позиция II). После того как шпиндель поднимется в крайнее верхнее положение, магазин поворачивается в положение, при котором гнездо со следующим инструментом устанавливается соосно со шпинделем (позиция III). Шпиндель опускается, захватывая инструмент из магазина, закрепляет его и перемещается к обрабатываемой заготовке для выполнения очередного перехода. —
Магазин 1 револьверного типа (рис. , б) устанавливается на шпиндельной бабке таким образом, что один из инструментов (3) магазина будет соосным со шпинделем 2 станка. Шпиндель станка, передвигаясь вдоль оси, захватывает инструмент из магазина и перемещает его в зону резания. При обратном ходе шпинделя инструмент отсоединяется от него и закрепляется в магазине. После этого магазин поворачивается по заданной программе в требуемую позицию так, что очередной инструмент располагается соосно со шпинделем станка. В магазинах такого типа устанавливается 12-16 инструментов.
Тема 2.4. Выбор и проектирование систем ЧПУ.
Выбор и проектирование систем ЧПУ должны осуществляться с учетом специфики выполняемого процесса обработки на станке, конкретных производственных условий, а также достижения проектируемым станком с ЧПУ наилучших показателей по качеству изготовляемых деталей, производительности и себестоимости их изготовления.
Дата добавления: 2016-01-18; просмотров: 2182;