Гибкие производственные модули
Повышение уровня автоматизации машиностроительного производства приводит к созданию ГПМ, включающих в себя автоматизированную единицу технологического оборудования для изготовления изделий определенного вида с возможностью изменения в заданном диапазоне их типоразмерных характеристик. ГПМ функционирует автономно, осуществляя многократные циклы, и может встраиваться в ГПС. В ГПМ дополнительно обеспечивается автоматическое измерение и контроль качества изготавливаемых изделий, диагностика состояния инструментов, механизмов и устройств самого оборудования, а также автоматическая подналадка технологического процесса и автоматическая переналадка оборудования на изготовление другого типоразмера изделия. ГПМ можно рассматривать как разновидность РТК с более высоким уровнем автоматизации всех вспомогательных, контрольно-измерительных и диагностических операций, с элементами адаптивного управления.
Гибкий производственный модуль (ГПМ) состоит из единицы технологического оборудования, оснащенного УЧПУ и средствами автоматизации технологического процесса.
В общем случае в состав станочного модуля – ГПМ входят:
· станок с ЧПУ;
· средства автоматической загрузки-выгрузки станка;
· транспортно-накопительная система;
· магазин инструментов и устройство их автоматической смены;
· устройства автоматического контроля размеров обработанных деталей;
· устройство контроля размеров режущего инструмента;
· система опознавания заготовок;
· система контроля за состоянием процесса резания;
· механизм автоматической смены элементов зажимных приспособлений.
На рис. 5.21 показан станочный модуль фирмы EMAG, выполненный на базе двух-шпиндельного токарного станка 4с ЧПУ. Станок имеет механизированные приводы зажимных патронов, ограждения и соответствующие датчики для получения необходимых сигналов о состоянии оборудования, наличии заготовок и т д.
В состав модуля входит ПР 1, оснащенный четырьмя манипуляторами и предназначенный для загрузки - разгрузки станка. ПР способен одновременно взять с транспортно-накопительной системы 6 две заготовки и снять с двух шпинделей станка 4 две обработанные детали.
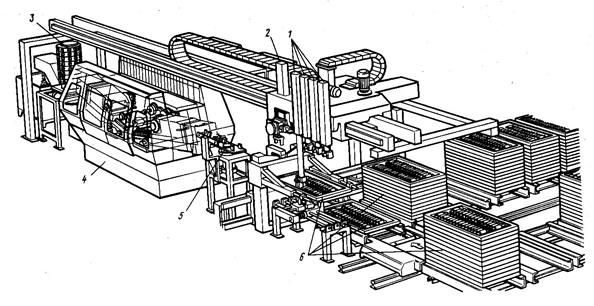
Рис.5.21. Гибкий производственный модуль фирмы EMAG
Кроме того, ПР устанавливает заготовку на призму поворотного стола 5, где она кантуется и одновременно контролируется, что позволяет сократить вспомогательное время. Наличие магазина 3 инструментов и устройства 2 их автоматической смены (в случае износа или поломки резца) обеспечивает работу модуля в течение значительного интервала времени (например, в течение двух смен) без участия обслуживающего персонала.
Дата добавления: 2016-01-18; просмотров: 1619;