Сущность процесса и технологические операции ковки
1. Характеристика процесса.Ковка — процесс деформирования нагретой заготовки между верхним и нижним бойками молота или пресса с помощью универсального инструмента (см. рис. III. 1, г). Ковка может быть машинной на молотах и прессах и ручной. Ручная ковка применяется в основном в ремонтном деле для мелких работ. Кованые заготовки для последующей обработки называются поковками. Ковкой получают поковки массой от 0,1 кг до 300 т. Крупные поковки (массой выше 1,5 т) получают из
слитков только ковкой. Меньшие поковки можно получать также штамповкой. Но штамповка из-за сложности инструмента применяется только в массовом и крупносерийном производствах. Для получения мелких и средних поковок (до 150 кг) повышенной точности на ковочных молотах и прессах в серийном производстве (при партиях 50...250 шт.) часто используют подкладные штампы. Мелкие и средние поковки куют из сортового проката или блюмов.
2. Виды операций ковки и инструмент. Самую сложную поковку можно получить, выполняя в определенной последовательности основные операции ковки: протяжку, осадку, прошивку, гибку, закручивание, рубку.
Протяжку (вытяжку) применяют для увеличения длины заготовки и уменьшения ее поперечного сечения (рис. III. 9, а). Протяжку можно выполнять плоскими и фигурными бойками. Ковка в фигурных бойках (рис. III. 9, б) позволяет избежать ковочных трещин при ковке низкопластичных сталей и сплавов и получить более точные поковки. Степень деформации характеризуется отношением поперечного сечения исходной заготовки к конечному поперечному сечению, называемому уковкой. Чем больше уковка, тем лучше структура мёталла и выше его механические свойства. Разновидности протяжки: разгонка (расширение части заготовки); протяжка полого цилиндра на оправке, применяемая при ковке барабанов, труб, цилиндров; раскатка (раздача) колец на цилиндрической оправке для увеличения диаметра (рис. III. 9, в).
Осадка — увеличение поперечного сечения исходной заготовки за счет уменьшения ее высоты. Для правильной осадки высота исходной цилиндрической заготовки не должна превышать трех диаметров, торцы ее должны быть ровными и параллельными. Местное утолщение заготовки называется высадкой (рис. III. 9, г).
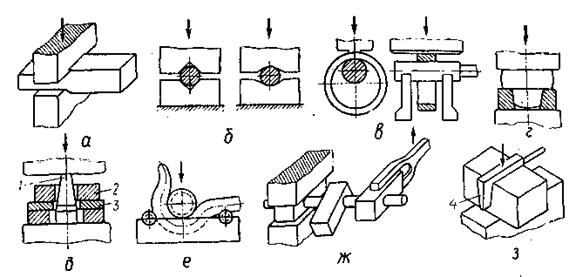
Рис. III. 9. Основные технологии операции ковки.
Прошивка — получение в заготовке сквозного отверстия или углубления. Для выполнения этой операции применяют сплошные и пустотелые (для диаметров 400...900 мм) прошивни 1 (рис. III. 9, д). Прошивку сквозных отверстий в тонких поковках 2 производят с подкладными кольцами 3. В более высоких поковках сначала прошивают отверстие с одной стороны (примерно на 3/4 глубины), а затем этим же прошивнем заканчивают прошивку с другой стороны.
Гибка применяется для изготовления крюков, коленвалов, скоб и т. п. При выборе исходной заготовки надо учитывать искажение формы и уменьшение площади поперечного сечения (утяжку) в зоне изгиба. При гибке могут использоваться подкладки и специальные приспособления (рис. III. 9, е).
Закручивание — поворот одной части заготовки относительно другой на заданный угол — применяется при изготовлении коленвалов, сверл и т. п. При закручивании используют ключи, воротки, лебедки (рис. III. 9, ж).
Рубка применяется для разделения заготовки на части, отделения излишка металла и с целью образования в поковке уступов, заплечиков {надрубка). Инструментом для рубки служат прямые и фигурные топоры и зубила 4 (рис. III. 9, з).
Дата добавления: 2016-01-18; просмотров: 1480;