Изготовление отливок в кокиль
Сущность метода и область применения. Сущность заключается в том, что вместо разовой песчано-глинистой используют металлическую форму, называемую кокилем. Обладая по сравнению с песчано-глинистыми формами приблизительно в 60 раз более высокой теплопроводностью, кокили обеспечивают мелкозернистую структуру отливок, что повышает их прочность. При кокильном литье отпадает необходимость в модельно-опочной оснастке, в формовочных и стержневых смесях, что не только дает большую экономию, но и снижает количество пыли и улучшает санитарные условия труда; повышается точность и чистота поверхности отливки; обслуживание кокилей не требует рабочих высокой квалификации; значительно повышается производительность и уменьшаются необходимые производственные площади. Технологический процесс кокильного литья можно легко механизировать. Механизированные кокили имеют устройство, позволяющее закрывать и раскрывать их от пневматического или гидравлического привода. При массовом производстве несколько кокильных машин устанавливают на вращающиеся карусели, поворачивающиеся на необходимый угол через определенное время, за которое производится заливка кокиля.
Наряду с преимуществами у кокильного литья есть и недостатки: высокая стоимость кокилей позволяет использовать их только в серийном и массовом производствах; опасность образования трещин в отливках из-за неподатливости металлического кокиля; чугунные отливки в кокиле получают отбеленными и требуют длительного отжига, что удорожает их производство.
Кокильное литье применяют в условиях крупносерийного и массового производства при изготовлении несложных по конфигурации отливок с толщиной стенок 3...100 мм из чугуна, стали и цветных металлов.
2. Конструкция кокиля. По конструкции различают кокили неразъемные вутряхные (рис. I. 9, а) и разъемные с горизонтальным (рис. I. 9, б) и вертикальным (рис. I. 9, е) разъемами. Разъемные кокили состоят из двух половин 6, центрирующихся направляющими штырями 10. Чтобы избежать коробления, кокиль снабжают ребрами жесткости 5 либо делают коробчатой формы. На наружной стенке кокиля для его ускоренного охлаждения иногда отливают пальцы 8. Отверстие или внутреннюю полость в отливке образует песчаный стержень 1 либо металлический 9. Металл заливают в литниковую чашу 3, и по стояку 4 и питателям 7 он заполняет полость формы 2. Поскольку металлические стержни неподатливы, то во избежание образования в отливке трещин их удаляют из формы до начала усадки металла. Если внутренняя конфигурация отливки очень «ложна, то металлические стержни делают из нескольких частей или заменяют песчаными. Литниковая система размещается в плоскости разъема кокиля. Для выхода воздуха из формы во время ее заливки кроме выпоров 11 в плоскости разъема по всей высоте кокиля прорезают щели глубиной 0,3...0,5 мм (на рисунке не показаны).
Изготавливают кокили из серого чугуна, стали, а также из цветных сплавов литьем с последующей механической обработкой.
3. Особенности технологии изготовления отливок в кокилях. Изготовление отливок в кокиле состоит из таких операций: очистка кокиля от старой облицовки; нанесение огнеупорного защитного покрытия или покраска рабочей поверхности кокиля; сборка формы с установкой стержней; заливка кокиля; выдержка отливки в форме; раскрытие кокиля и удаление из него отливки.
Во избежание отбеливания чугунных отливок подбирают химический состав чугуна, обеспечивающий графитизацию в условиях повышенной скорости охлаждения. С этой же целью перед заливкой чугуна кокиль нагревают до 250...300 °С и время выдержки отливок в кокиле сокращают до минимума.
Если в кокиле получают отливки из силумина (сплав алюминия с кремнием), то отпадает необходимость вводить натрий в сплав перед заливкой формы для измельчения структуры, так как быстрое охлаждение измельчает кремний в образующейся эвтектике.
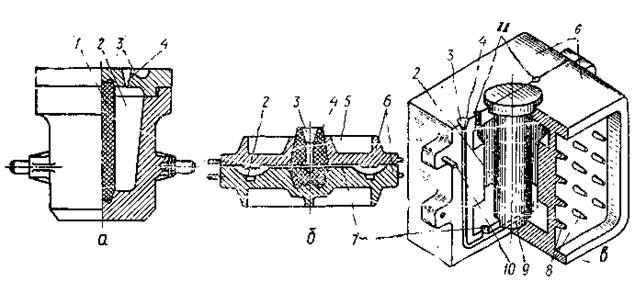
Рис. I. 9. Металлические формы (кокили).
При получении в кокиле отливок из сплавов на медной основе полость формы покрывают жирными красками. Между расплавом и кокилем образуется газовая прослойка, которая устраняет образование пригара на поверхности отливки.
Дата добавления: 2016-01-18; просмотров: 4122;