Изготовление отливок литьем по выплавляемым моделям
Сущность метода и область применения. Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из этой формы выплавляют, а образовавшуюся полость заливают жидким металлом. При этом способе получаемые отливки настолько точны, что объем механической обработки уменьшается на 80... 100% и в 1,5...2 раза сокращается расход жидкого металла. Высокая точность и чистота поверхности отливки обеспечиваются: применением неразъемных моделей (модели выплавляют, и не требуется их расталкивать); отсутствием формовочных уклонов; изготовлением стержней в процессе формовки, а не отдельно в стержневых разъемных ящиках; использованием маршалита (кварцевая мука) в качестве наполнителя в формовочной смеси, что обеспечивает получение гладкой поверхности отливки.
Литье по выплавляемым моделям применяют при производстве отливок очень сложной конфигурации из любых литейных сплавов, в том числе из высоколегированных сталей, имеющих высокую температуру плавления и трудно поддающихся механической обработке и ковке. Этим способом можно получать отливки массой 0,02... 100 кг, с толщиной стенок до 0,5 мм и отверстиями диаметром • до 2 мм.
2. Технология получения отливок литьем по выплавляемым моделям включает следующие этапы: а) изготовление разъемных пресс-форм; б) получение неразъемных легкоплавких моделей в пресс-формах; в) изготовление неразъемной разовой формы по легкоплавким моделям; г) выплавление моделей из формы; д) обжиг формы; е) заливка формы металлом и выбивка готовых отливок.
Разъемные пресс-формы изготовляют из стали или алюминиевых сплавов. Полость пресс-формы точно повторяет конфигурацию и размеры будущей детали с учетом усадки модельного состава.
Неразъемные легкоплавкие модели получают запрессовкой в пресс-форму модельного состава, нагретого до тестообразного состояния. Для его изготовления широко используют легкоплавкие материалы: парафин, стеарин, воск, церезин, канифоль и др. Легкоплавкая модель в отличие от обычной является точной копией изготовляемой детали: она неразъемна, имеет все внутренние полости, отверстия, резьбу и не имеет стержневых знаков.
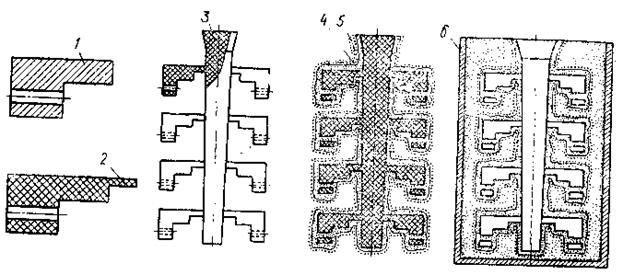
Рис. I. 11. Литье по выплавляемым моделям.
На рис. I. 11 приведен чертеж отливаемой детали 1 и неразъемной модели, отличающейся от нее наличием питателя 2. Модели питателями «припаивают» к общему легкоплавкому стояку 5, и в результате получают блок моделей. Чтобы изготовить литейную форму, готовый блок моделей окунают в огнеупорную смесь, представляющую собой суспензию маршалита (60...70 %) в гидролизованном этилсиликате (30...40 %). После окунания на моделях, питателях и стояке остается тонкая огнеупорная пленка смеси 4. Эта же смесь заполняет все полости и отверстия в моделях, образуя стержни. Для упрочнения огнеупорной пленки блок моделей посыпают мелким сухим кварцевым песком 5. Прилипая к сырой пленке, песок образует огнеупорный слой, который сушат либо на воздухе, либо помещая блок моделей в аммиачную камеру для ускоренной химической сушки. Когда слой высыхает, операции окунания, посыпания песком и сушки повторяют от 3 до 5 раз. После сушки последнего огнеупорного слоя получают форму в виде многослойной оболочки с заформованными легкоплавкими моделями. Форму помещают в сушильный шкаф и выдерживают при температуре более 100 °С или погружают в горячую воду. Модели и элементы литниковой системы (стояк и питатели) плавятся и вытекают из формы. Для выжигания остатков модельного состава из полости, а также для упрочнения оболочки полученную литейную форму в металлическом ящике 6 засыпают металлической дробью и помещают в термическую печь, где обжигают при температуре 800...900 °С. Заливку металла производят в горячую форму, что дает возможность получать тонкостенные сложной конфигурации отливки. Выбивку отливок и отделение литников осуществляют на виброустановках.
Кроме выплавляемых моделей в литейном производстве используют выжигаемые модели при изготовлении ответственных отливок массой до 3,5 т из чугуна, стали и цветных сплавов в единичном производстве. Для изготовления выжигаемых моделей используют пенополистирол, который в 50...100 раз легче древесины, легко режется горячей проволокой и легко склеивается.
Склеиванием можно получить полистироловые выжигаемые модели самой сложной конфигурации. Этот метод отличается большой точностью и -экономией металла из-за отсутствия формовочных уклонов.
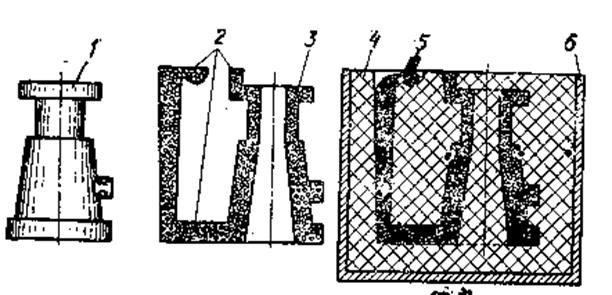
Рис. I. 12. Литье по выжигаемым моделям.
На рис. I. 12 приведен чертеж отливки 1 и выжигаемой пенополистироловой модели 3 с приклеенными к ней пенополистироловыми элементами литниковой системы 2. Модель с литниковой системой заформовывают песчано-глинистой смесью 4 в металлическом ящике 6. Во время заливки модель с литниковой системой остается в форме и жидкий металл 5 выжигает их и одновременно заполняет полость формы.
Дата добавления: 2016-01-18; просмотров: 4532;