Особенности нагрева металла при электрической
МЕТАЛЛОВЕДЕНИЕ И СВАРОЧНЫЕ ПРОЦЕССЫ
Общие сведения
Основными процессами, определяющими формирование и свойства сварных соединений, являются металлургические и металловедческие процессы.
Металловедение – наука, изучающая строение и свойства металлов и сплавов, устанавливающая связь между их составом, строением и свойствами и разрабатывающая пути воздействия на их свойства. Состав, строение и свойства сварных соединений, полученных различными способами сварки, обусловлены закономерностями физического и прикладного металловедения, в т.ч. тепловыми и диффузионными закономерностями.
Обеспечение высокой надежности сварных соединений легированных и высоколегированных разнородных сталей, работающих в различных условиях эксплуатации, специальных видов наплавки износостойких, коррозионно-стойких и других армирующих слоев должно основываться на рациональном построении технологии сварки и опираться на глубокие знания процессов и явлений теоретического и прикладного металловедения. Особое место в обеспечении работоспособности сварных соединений занимает их термическая обработка, характер и технология которой определяются составом свариваемых сталей, их предварительной (до сварки) обработкой и условиями эксплуатации.
На состояние свариваемого металла до сварки, в процессе нее и после сварки основное влияние оказывает метод сварки.
Процессы сварки характеризуются такими основными понятиями как виды, способы и методы.
Вид сварки объединяет группу сварочных процессов, в которых используется один источник теплоты, например, три основных вида сварки – дуговая электросварка, где источником теплоты является электрическая дуга, электрошлаковая – теплота аккумулируется в сварочной ванне, электронно-лучевая.
Способ сварки – вариант конкретного вида сварки (сварка открытой дугой, под флюсом, в защитных газах, ручная сварка).
Метод сварки– это разновидность способа сварки; отличается от других непринципиальными изменениями. Метод сварки, особенно тепловое воздействие на металл, имеет большое значение для обеспечения требуемых свойств сварного соединения и свариваемого металла.
По виду применяемой энергии сварку подразделяют на 3 класса:
1) термический;
2) термомеханический;
3) механический.
К термическомуклассу относятся виды сварки, которые выполняются с плавлением соединяемых частей в зоне сварки с использованием тепловой энергии.
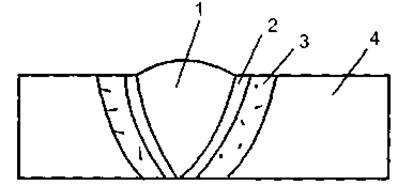
Основные виды сварки термического класса – дуговая, газовая, электрошлаковая, электронно-лучевая, плазменная, лазерная и др. На рис. 1 приведена схема сварного соединения при сварке плавлением, наиболее широко применяемой в промышленности.
|
1 – сварной шов; 2 – зона сплавления;
4 – зона термического влияния (ЗТВ); 4 – изделие
Рисунок 1 – Схема сварного соединения
К термомеханическому классуотносятся виды сварки с использованием давления в сочетании с тепловой энергией. Это – электроконтактная сварка, диффузионная, газопрессовая и другие.
Широкое применение имеет электрическая контактная сварка с применением давления и электронагрева. Электрический сварочный ток проходит в зоне контакта соединяемых деталей, мощным кратковременным импульсом разогревает металл до состояния местного расплавления и при приложении давления происходит сварка.
Диффузионная сварка – сварка давлением за счет взаимной диффузии атомов контактирующих частей при относительно длительном воздействии повышенной температуры и при незначительной пластической деформации.
При прессовой сварке разогрев соединяемых частей выполняется газовым пламенем, затем производят сжатие деталей.
К механическому классуотносятся виды сварки, выполняемые с применением механического усилия (энергии) и давления, например холодная сварка, сварка взрывом, ультразвуковая, трением и др.
Холодная сварка – это сварка давлением при большой пластической деформации без внешнего нагрева соединяемых частей. Сварке подвергают только пластичные материалы (медь, алюминий, свинец и др.).
Сварка взрывом – сварка, при которой для создания давления используется энергия взрыва, при этом происходит соударение соединяемых деталей. Таким способом соединяют, например, большие листы внахлест из разнородных материалов. Более 20 лет применяется соединение стального листа с алюминиевым с очень высоким качеством сварки при толщине стального листа 8 мм, алюминиевого 10 мм. По всей площади соединения (1500 х 4000 мм) сварка одинаково прочная.
Ультразвуковая сварка – сварка давлением под воздействием ультразвуковых колебаний. Впервые появилась в 1958-1959 гг.
Сварка трением – сварка давлением, при которой нагрев свариваемых торцов выполняют за счет трения в их стыке. Детали вращаются обе в разные стороны, либо одна неподвижна.
Особенности нагрева металла при электрической
И газовой сварке
Нагрев при дуговой сварке. Электроэнергия сварочной дуги превращается в дуговую. Тепловая мощность дуги составляет 0,24 U·I кал/с, где 0,24 кал/Вт·с – коэффициент перевода из электротехнических единиц в тепловые; U·I – напряжение и ток дуги.
Эффективная (действующая) тепловая мощность дуги всегда меньше ее полной мощности на величину непроизводительных потерь тепла в окружающую среду, разбрызгивание, нагрев электрода и т. д.
Эффективный коэффициент полезного действия показывает, какая часть тепла используется на расплавление металла – Кэ. При сварке металлическими электродами Кэ = 0,7…0,75; при сварке под флюсом Кэ = 0,8… 0,95.
Нагрев при электрошлаковой сваркеосуществляется за счет расплавленного, сильно перегретого токопроводящего шлака, который находится в зазоре между свариваемыми деталями. Температура шлака превышает 2000 0С. При прохождении электрического тока от электрода к расплавленному металлу происходит преобразование электрической энергии в тепловую. Тепловая мощность, так же, как и при электродуговой сварке, равна 0,24 U·I кал/с. Почти вся электрическая мощность расходуется на расплавление шлака, электрода и кромок основного металла.
Нагрев газокислородным пламенем. Газокислородное пламя применяется для сварки, резки, наплавки и пайки металлов уже более ста лет. Основное значение в процессе сварки имеет ацетиленокислородное пламя. Наивысшая температура ацетиленового пламени сосредоточена на небольшом участке, на расстоянии 2…5 мм от конца ядра и составляет 3100…3200 0С. Участок пламени с этой температурой и используется при газовой сварке (рис. 2).
Газовое пламя является рассредоточенным источником теплоты, поэтому нагревает металл плавнее, медленнее, чем сварочная дуга, образуя при этом сравнительно широкую зону термического влияния около шва, ослабляя сварное соединение.
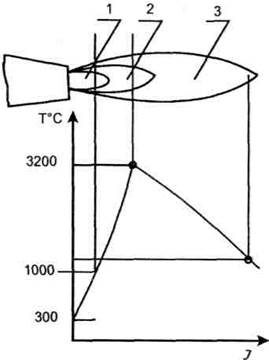
1 – ядро пламени; 2 – восстановительная зона; 3 – факел пламени
Рисунок 2 – Сварочное пламя
Дата добавления: 2016-01-09; просмотров: 1236;