Система с установленной периодичностью пополнения запасов до постоянного уровня
В данной системе, как и в системе с фиксированным интервалом времени между заказами, входным параметром является период времени между затратами. В отличие от основной системы, она ориентирована на работу при значительных колебаниях потребления. Чтобы предотвратить завышение объемов запасов, содержащихся на складе, или их дефицит, заказы производятся не только в установленные моменты времени, но и при достижении запасом порогового уровня. Таким образом, рассматриваемая система включает в себя элемент системы с фиксированным интервалом времени между заказами (установленную периодичность оформления заказа) и элемент системы с фиксированным размером заказа (отслеживание порогового уровня запасов).
Система «минимум – максимум»
Эта система, как и система с установленной периодичностью пополнения запасов до постоянного уровня, содержит в себе элементы основных систем управления запасами. В ней используется постоянный интервал времени между заказами. Система «минимум – максимум» ориентирована на ситуацию, когда затраты на учет запасов и издержки на оформление заказа настолько значительны, что становятся соизмеримы с потерями от дефицита запасов. Поэтому в рассматриваемой системе заказы, производятся не через каждый заданный интервал времени, а только при условии, что запасы на складе в этот момент оказались равными или меньше установленного минимального уровня. В случае выдачи размер рассчитывается так, чтобы поставка пополнила запасы до максимального желательного уровня. Данная система работает лишь с двумя уровнями запасов – минимальным и максимальным.
Система «Канбан»
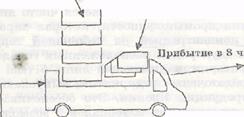
Логистическая система "Канбан", обеспечивающая предприятие материалами "с колес", относится к "вытягивающей" разновидности системы "точно в срок", при которой размер партии поставки, скорость и сроки поставки определяет не поставщик, апотребитель материалов, с параллельным движением специальных карточек "Канбан" в которых содержится вся необходимая информация. Так, автомобильная фирма "Тойота" снабжает производство материалами "с колес" по следующей схеме (рис). Для перемещения материалов от поставщика используется три грузовых автомобиля с контейнерами. Один из них находится в движении, другой у поставщика под погрузкой, третий у заказчика под выгрузкой. Ежедневно к 8 часам утра водитель автомашины доставляет поставщику порожние контейнеры вместе с карточками "Канбан", в которых, содержится заказ на очередную партию заготовок в размере полусуточной потребности. Этот автомобиль вместе с контейнерами и карточками остается у поставщика, а водитель пересаживается на другой автомобиль, на который уже погружены контейнеры с заготовками, изготовленными по заказам карточки "Канбан", доставленными поставщику вместе с порожняком в конце предыдущего дня (к 22 часам) Далее цикл изготовления материала (заготовок) и движения автомобиля и карточек "Канбан" повторяется. Очередной порожний грузовик с карточками доставляется поставщику к 22 часам текущего дня. А к этому времени у поставщика будет изготовлена и погружена следующая партия заготовок на автомашину оставленную утром. На нее пересаживается водитель, доставивший порожняк, и в 22 часа направляется к "Тойоте". Таким образом производство, отгрузка, транспортировка и потребление материалов осуществляется непрерывно с постоянной скоростью, что обеспечивает ничтожно малые запасы.
Внешняя система "Канбан" внутри "Тойоты" дополняется внутренней при которой каждый из последующих технологических переделов предприятия: цехов, участков, поточных линий; "вытягивает" у предыдущего в строго определенное время только те детали и в том количестве, которые необходимы ему в данный момент для обработки вместе с карточками "Канбан", что также обеспечивает минимальный межоперационный уровень заделов и материальных запасов.
Снабжение материалов предприятия и их переработка по системе "Канбан" обеспечивает колоссальный эффект за счет снижения материальных запасов в производстве продукции. Так, для выпуска 11 млн. автомобилей в год в японской автомобильной промышленности запасы материалов, полуфабрикатов и деталей составляет около 800 млн. долларов, в то время как в США для выпуска такого количества автомобилей запасы их составляли 8,5 млрд. долларов или в 10,5 раза выше (на один автомобиль в среднем 73 и 778 доллара соответственно). Кроме значительного снижения издержек связанных с обеспечением предприятия материалами, заготовками, деталями, такая система обеспечивает максимальное сокращение длительности цикла изготовления продукции, который на «Тойоте» в 4-5 раз короче, чем на автомобильных заводах США.
|

|
| Карточки "Канбан", доставленные поставщику в 22 ч предыдущего дня |


| Погрузка в 8 ч |
Отправка
| Водитель пересаживается в ожидающий егозагруженный автомобиль |
в 8 ч
| Склад поставщика Порожние контейнеры, доставленные поставщику к 8 п |
| Карточки "Канбан", доставляемые поставщику в 8 ч утра |
| Порожние контейнеры |
| Карточки "Канбан", доставленные ему в 8 ч утра |
| Карточки "Канбан", доставленные поставщику б 22 ч предыдущего дня |
| Детали, изготовленные к 8 ч |
Рис. 10.
Дата добавления: 2016-01-09; просмотров: 1322;