Приспособления к станкам с программным управлением
К приспособлениям для станков с программным управлением предъявляют повышенные требования по точности и жесткости. Это вызвано тем, что эти станки обеспечивают возможность обработки деталей с высокой степенью точности, поэтому важно уменьшить погрешность установки заготовки, которая зависит от точности приспособления.
Технологический процесс обработки заготовок на станках с числовым программным управлением (ЧПУ), проходящий при относительном перемещении заготовки и инструмента в системе заранее выбранных координат станка, требует точного определения положения заготовки относительно системы координат установочных элементов приспособления. Положение системы координат установочных элементов должно быть выдержано относительно системы координат основной базы приспособления, совмещаемой с координатной системой станка.
В столах станков с ЧПУ обычно имеется центральное отверстие и поперечные пазы, которые предназначены для базирования приспособлений. При наличии пазов базирование производят с помощью трех призматических или цилиндрических шпонок. Если в столе имеются паз и отверстие, то базирование приспособления производят с помощью пальца и шпонки или двух пальцев. На столы станков с ЧПУ, не имеющих пазов и отверстий для базирования приспособлений, устанавливают и жестко крепят накладные плиты с сеткой Т-образных пазов и координатными отверстиями.
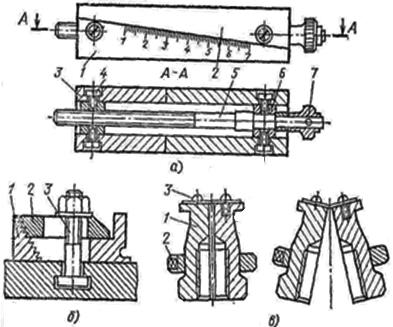
Для базирования заготовок относительно начала координат фрезерных, сверлильных, расточных станков с ЧПУ применяют установочные элементы, которые устанавливают и закрепляют в T-образныx пазах или отверстиях стола станка. Для базирования заготовок на таких столах применяют различные подкладки, планки, упоры, домкраты, штыри гладкие или ступенчатые. Для сокращения номенклатуры этих элементов многие из них делают регулируемыми и переналаживаемыми. На элементы, имеющие широкое применение, существуют стандарты. На рис. 5.6,а показана регулируемая подкладка, которая состоит из двух планок 1, 2, гайки 3, винтов 4 и вкладыша 6 винта 5 с рукояткой 7. Гайка 3 и вкладыш 6 шарнирно закреплены соответственно в планках 1 и 2. При вращении рукоятки винт 5 ввинчивается или вывинчивается из гайки 3 и·планки, перемещаясь одна относительно другой, увеличивают или уменьшают высоту подкладки.
| 
|
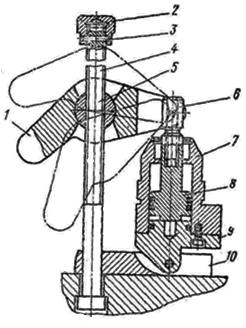
| Рис. 5.6. Элементы для быстрой переналадки приспособления. | Рис. 5.7. Быстродействующее зажимное устройство |
Для большей эффективности использования станков с ЧПУ при малых партиях обрабатываемых заготовок применяют быстропереналаживаемые зажимные устройства. На рис. 5.6,б приведена конструкция быстропереналаживаемого зажима. Зажим состоит из прихвата 2 с зубцами на торце, опоры 1 и болта 3 с гайкой. Переставляя прихват по зубцам опоры, регулируют высоту зажимного устройства.
Для сокращения времени на переналадку станка применяют системы сборно-разборных быстропереналаживаемых зажимных устройств, состоящих из унифицированных крепежных элементов. Для обеспечения быстрой переналадки применяют быстросъемные гайки. На рис. 56, в показана разрезная раскрывающаяся быстросъемная гайка. Половины гайки 1 соединены плоской пружиной З, а на наружную поверхность надето кольцо 2. Чтобы снять гайку с болта, необходимо сдвинуть кольцо вверх и плоская пружина раздвинет полугайки. При надевании гайки на болт кольцо сдвигают вниз.
Для повышения производительности закрепления заготовок на станках с ЧПУ используют различные пневматические и гидравлические быстродействующие механизированные приводы. На рис. 5.7 показано зажимное устройство. Корпус гидроцилиндра 7 с помощью фланца 9 шарнирно закреплен на основании 10, устанавливаемом на столе станка. Шток поршня 8 посредством штыря 6 шарнирно соединен с прихватом 1. Прихват установлен шарнирно на оси 5, в резьбовое отверстие которой ввинчен болт 4. На конец болта надета гайка 2 с накаткой, закрепленная штифтом 3. При перемещении поршня гидроцилиндра вверх прихват поворачивается вокруг оси и закрепляет заготовку. Быстрая переналадка прихвата по высоте производится вращением болта 4 гайкой.
На станках с ЧПУ применяют универсальные приспособления: безналадочные, с регулированием установочных и зажимных элементов; переналаживаемые со сменой установочных и зажимных элементов, к ним относятся: универсальные переналаживаемые самоцентрирующие патроны, угольники, делительные столы, стойки, тиски и др.
Наиболее широко на станках с ЧПУ используют универсально-сборные приспособления УСП. Причем применяют две системы УСП: 1) с Т-образными пазами; 2) с отверстиями. Элементы УСП для станков с ЧПУ обладают большей жесткостью и точностью, чем обычные элементы УСП для универсальных станков. Разработан комплект переналаживаемых универсально-сборных приспособлений с механизированным приводом. Комплект приспособлений состоит в основном из неразборных элементов, обеспечивающих быструю его сборку и переналадку. Уменьшение числа стыков повышает жесткость и точность устройства. На станках с ЧПУ применяют также специализированные приспособления, предназначенные для установки и закрепления групп заготовок, имеющих одинаковые базовые поверхности. Они бывают регулируемые и наладочные. На рис. 5.8 приведено специализированное многоместное приспособление для групповой обработки. В отверстия корпуса приспособления установлены 12 стаканов 1, которые базируют заготовки 4 по внутренней цилиндрической поверхности. Заготовки закрепляют тягами 3 через быстросъемные шайбы 2. Тяги 3 получают перемещения от штоков пневмокамер 7 через рычаги 5 и 6. При переналадке меняют переходные втулки, надеваемые на стаканы, и регулируется длина тяг 3.
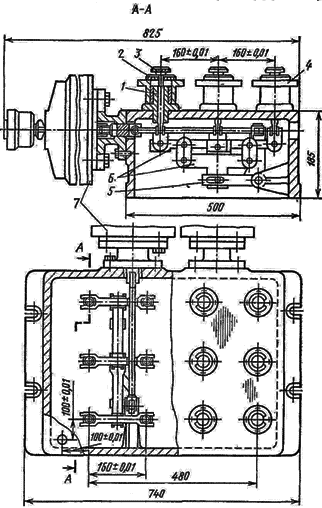
Рис. 5.8. Специализированное многоместное приспособление /1/.
Специальные приспособления находят применение на станках с ЧПУ в тех случаях, когда невозможно применить другие виды приспособлений. Специальные приспособления делают упрощенной конструкции и изготовляют обычно на тех же станках, на которых они будут использоваться. Для базирования и закрепления заготовок обычно используют универсальные устройства и детали. На рис. 5.9 показано специальное приспособление для обработки угольника 6. На специальной плите 5 установлены базирующие штыри 2, 3 и стандартный зажим 4. Приспособление устанавливают на накладной стол с сеткой отверстий и базируют отверстия 1 по двум штырям.
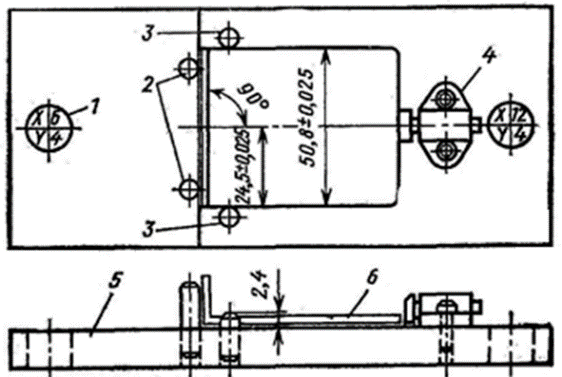
Рис. 5.9. Специальное приспособление для обработки угольника /1/.
Дата добавления: 2016-01-03; просмотров: 1395;