Система универсально-наладочных приспособлений
Универсально-наладочные приспособления предназначены для обработки деталей, разных по конструктивно-технологическим параметрам классов. Их компонуют из базовой части и сменной наладки. Базовая часть является постоянной и может быть изготовлена заблаговременно и централизованно по соответствующим стандартам. Сменную наладку проектируют и изготовляют по мере надобности в зависимости от конструктивных особенностей обрабатываемых заготовок.
Базовая часть обычно состоит из корпуса приспособления со встроенным или прикрепленным силовым приводом, зажимного механизма, элементов для базирования сменных наладок. При необходимости дополнительно могут быть использованы поворотные и делительные механизмы с устройствами фиксации и крепления поворотной части.
Сменные наладки состоят из установочных элементов и, в некоторых случаях, дополнительных зажимных устройств.
При переходе на обработку другой детали УНП переналаживают одними из следующих способов: 1) перестановкой и перезакреплением постоянных установочных элементов; 2) полной или частичной заменой установочных и других сменных элементов; 3) одновременной заменой и перемещением установочных и других сменных элементов.
Первый способ используют при обработке заготовок с подобными по форме, но разными по размерам технологическими базами. Эти УНП требуют минимальных затрат времени и средств на переход к обработке другой детали. Примером такого приспособления могут служить пневмотиски (рис. 5.1). В корпусе 1 перемещается ползун 2, на котором установлена переставная губка 3. Губка 6 неподвижна. К корпусу прикреплена пневмокамера с пружиной 8. При перемещении диафрагмы и диска 7 вниз рычаг 5, поворачиваясь вокруг оси 4, перемещает ползун 2 с губкой 3 вправо и зажимает заготовку. Переналадка приспособления на другую деталь осуществляется перестановкой по рифлям ползуна губки 3.
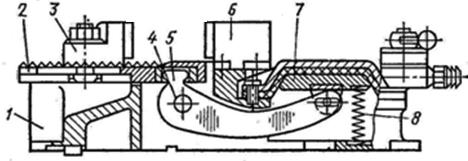
Рис. 5.1. Пневмотиски
Следующие два способа переналадки УНП используются при групповой обработке деталей на переменно-поточных линиях, а также для обработки деталей другой конструкции. На рис. 5.2 приведен пример группового кондуктора для сверления отверстий в деталях типа фланцев. Переналадка кондуктора на обработку другой детали группы осуществляется заменой сменного вкладыша с установочным элементом и кондукторных втулок. Нередко удается применением комбинированных установочных элементов избежать их замены при переходе к обработке других деталей. Например, на рис. 5.3 приведена схема кондуктора для сверления отверстий в кольцах разного диаметра, в которой для того, чтобы установить различные кольца, нужны только сменные резрезные шайбы 1 и 2.
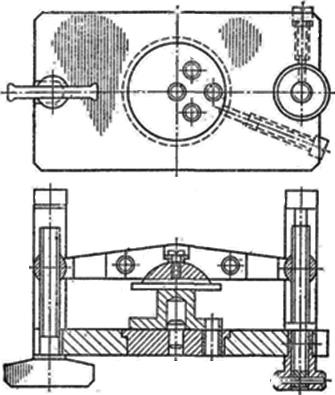
| Рис. 5.2. Групповой кондуктор для сверления отверстий во фланцах /1/. |
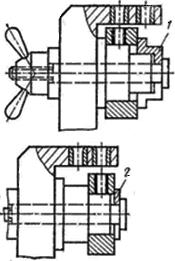
| Рис. 5.3. Схема кондуктора для сверления отверстий в кольцах |
Дата добавления: 2016-01-03; просмотров: 1737;