Установка заготовок по центровым отверстиям
При обработке валов, труб и других деталей часто применяют установку на конические поверхности специально выполненных центровых отверстий или фасок. Такая схема установки получила широкое распространение благодаря следующим преимуществам: простоте конструкции приспособления; отсутствию погрешности от несовмещения баз для диаметральных размеров; обеспечению выдерживания принципа постоянства баз при обработке на различных операциях. Недостатком этой схемы является необходимость обработки у детали дополнительных поверхностей – центровых отверстий. Теоретическая схема базирования приведена на рисунке 2.26.
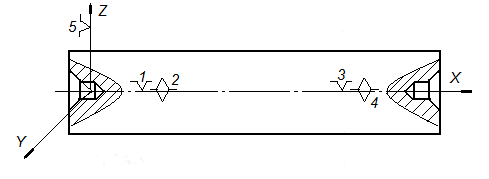
Рисунок 2.26 - Теоретическая схема базирования деталей по центровым отверстиям
При установке заготовки на два центровых отверстия (фаски) она лишена пяти степеней свободы:
Точка 1 – лишает деталь возможности перемещаться вдоль оси Z;
Точка 2 – лишает деталь возможности перемещаться вдоль оси У;
Точка 3 – лишает деталь возможности вращаться вокруг оси У;
Точка 4 – лишает деталь возможности вращаться вокруг оси Z;
Точка 5 – лишает деталь возможности перемещаться вдоль оси Х.
Таким образом ось цилиндрической поверхности является двойной направляющей базой и лишает деталь четырех степеней свободы. Вершина одного из конических (центровых) отверстий лишает деталь одной степени свободы и является опорной базой. Для реализации такой схемы базирования в качестве установочных элементов используют жесткие и вращающиеся центры. Жесткие центры устанавливают в шпиндель станка и. пиноль задней бабки. Конструкции жестких центров показаны на рисунке 2.27, а, б, в -- Жесткие центры (ГОСТ 1З214-67).
Срезанные центры (рисунке 2.27, б) применяют для установки труб и подобных деталей по коническим фаскам. Поводковый центр (рисунке 2.27, в -- Жесткие центры) обеспечивает передачу крутящего момента за счет внедрения рифлений в поверхности конической фаски. Такой центр обеспечивает передачу момента, необходимого для чистовых операций, но портит поверхность центрового отверстия заготовки.

Рисунке 2.27 - Жесткие центры
В современных быстроходных токарных станках, а также при обработке тяжелых деталей в заднюю бабку ставится вращающийся центр (рисунок 2.28, а - Вращающийся и плавающий центры).
Вращающийся центр обладает пониженной по сравнению с жестким центром, жесткостью, но не изнашивается и не портит базовых поверхностей, так как вращается вместе с заготовкой.
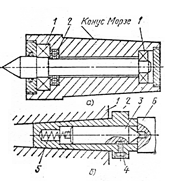
Рисунок 2.28 - Вращающийся и плавающий центры
Вращающиеся центры бывают универсальные и специальные. Универсальные центры делают в виде самостоятельного устройства и используют в любом станке, имеющем конусное гнездо (ГОСТ 8742 – 75). Специальные центры делают заодно с пинолью задней бабки и применяют главным образом для тяжелых работ при обработке деталей больших размеров. Для вращающегося центра необходимо два радиальных подшипника 1 (рисунке 2.28, а - Вращающийся и плавающий центры) и один упорный 2.
Погрешности конструкторских размеров, заданных вдоль оси детали при установке:
1) На жесткие центры (рисунок 2.29 – расчет погрешностей при установке деталей на жесткий центр)
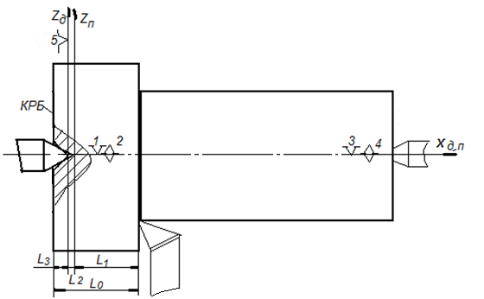
Рисунок 2.29 - Расчет погрешностей при установке деталей на жесткий центр.
Как было рассмотрено ранее оси Х детали и приспособления совмещаются, а оси Z нет, т.к технологической базой (точка 5) детали является (Zд), а установочный элемент имеет свою вершину конуса (Zп).
Для расчета погрешности размера L строим размерную цепь с исходным звеном Lо.
Lo = L1+ L2 + L3
Погрешности этих размеров
ωLo = ωL1 + ωL2 + ωL3;
где: - погрешность размера L1 – это погрешность статической настройки ТС (L1 - расстояние от режущих кромок инструмента до установочного элемента);
- погрешность размера L2 – это погрешность установки (L2 – расстояние от технологической базы до установочного элемента);
- погрешность размера L3 – это погрешность «выбора баз» она появилась в результате несовмещения технологической базы (вершина конуса центрового отверстия) с конструкторской размерной базой (торец детали), эта погрешность «выбора баз» равна погрешности глубины центрового отверстия.
ωLo = ωс.н. + ωу + ωв.б.
2) Установка заготовок на плавающий и жесткий центры (рис. 2.30).
При необходимости точной ориентации заготовки по длине в шпиндель 1 станка устанавливается плавающий центр, схема которого приведена на рисунке 2.28 б - Вращающийся и плавающий центры.
При поджатии заготовки 6 задним центром плавающий центр 3 утапливается в корпусе 2, сжимая пружину 5 до тех пор, пока торец детали не упрется в торец корпуса 2 (или в специальный упор). При этом, независимо от глубины центрового отверстия, торцы всех заготовок в партии займут вполне определенное положение.
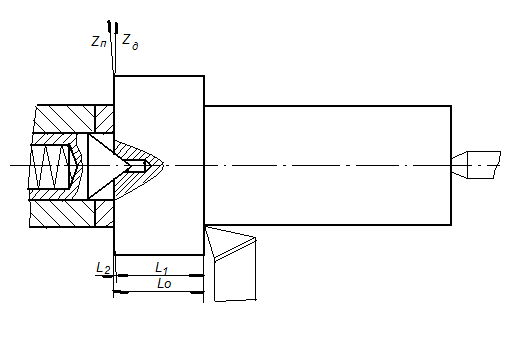
Рисунке 2.30. Схема расчета погрешности при установке деталей на плавающий и жесткий центры.
Для определения погрешности того же размера L строим размерную цепь (рисунок 2.30 - Схема расчета погрешности при установке деталей на плавающий и жесткий центры) с исходным звеном Lo.
Lo = L1 + L2; уравнение погрешностей ωLo = ωL1 + ωL2;
где: - погрешность ωL1 – погрешность статической настройки (L1 – расстояние от режущих кромок инструмента до установочного элемента);
- погрешность ωL2 – погрешность установки (L2 – расстояние от технологической базы до поверхности установочного элемента).
Поэтому ωLo = ωс.н. + ωу
Дата добавления: 2016-01-03; просмотров: 5217;