Оборудование для электроконтактной приварки.
Для восстановления широкой номенклатуры деталей с использованием в качестве присадочного материала металлической ленты, проволоки и порошка серийно выпускаются наплавочные головки, которые монтируются на токарный станок или специализированные установки, снабженные унифицированными узлами: вращателем, приводом подач, суппортом со сварочной головкой, прерывателем, источником питания, пневмопиколью и пультом управления.
Среди сварочных головок наиболее широкое распространение получила головка типа ГК.Н-Р1 (рис. 12.38) для электроконтактной наплавки проволоки. В комплект поставки головки входит источник питания (трансформатор мощностью 75 кВт) и сварочный прерыватель типа ПИЩ, обеспечивающий регулировку импульсов и пауз в заданном режиме. В качестве базового вращателя используется токарный станок 1К62 или 16К20.
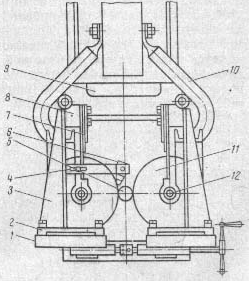
Рис. 12.38. Головка ГКН-Р1 для электроконтакной приварки проволоки:
1 – суппорт; 2 – основание; 3 – кронштейн; 4 – планка; 5 – восстанавливаемая деталь; 6 – направляющий мундштук; 7 – рессора; 8 – опора; 9 – трансформатор; 10 – токоведущие шины; 11 – сварочные ролики; 12 – ось.
По конструкции головка представляет собой два кронштейна, которые жестко закреплены на основании. В верхней части кронштейнов приварены опоры, на которые при помощи болтов прикреплены рессоры. На свободных концах рессор жестко закреплены бронзовые оси, соединенные гибкими токоведущими шинами со вторичной обмоткой трансформатора. На бронзовых осях через контактные втулки установлены сварочные ролики. Присадочная проволока подается в контакт между сварочным роликом и восстанавливаемой поверхностью детали. Требуемое направление подачи проволоки устанавливается при помощи направляющего мундштука, закрепленного на планке. На двух суппортах закрепляется основание головки, электрически изолированной от них при помощи текстолитовых прокладок.
Наплавочная головка обеспечивает качественное восстановление наружных цилиндрических гладких поверхностей, а также резьб.
При восстановлении резьбы контактной приваркой присадочную проволоку укладывают во впадины резьбы и зажимают проволоку и деталь между сварочными роликами (рис. 12.39). После включения питания, ток, проходя через проволоку и резьбу, нагревает их в месте контакта до сварочной температуры. После приложения усилия к роликовым электродам нагретая присадочная проволока заполняет впадину между витками резьбы и сваривается с ее боковыми поверхностями, образуя сплошной наплавленный слой. При выборе диаметра проволоки исходят из того, чтобы при нагреве и осадке проволока полностью заполняла впадину между витками и при этом оставался припуске на последующую механическую обработку. Обычно берут проволоку диаметром, равным шагу резьбы или больше его на 5…10 %. На ремонтных заводах и в автотранспортных предприятиях (АТП) наиболее часто используют установки для контактной приварки металлического слоя, разработанные в научно-производственном объединении "Ремдеталь".
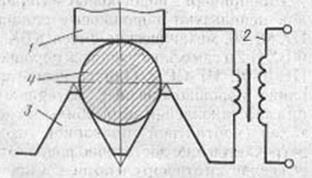
Рис. 12.39. Восстановление резьбы электроконтактной приваркой проволоки:
1 – роликовый электрод; 2 – трансформатор; 3 – витки резьбы; 4 – присадочная проволока.
Установка модели ОКС-011-02 "Ремдеталь" предназначена для восстановления посадочных мест под подшипники деталей типа вал. Изношенную поверхность восстанавливают приваркой стальной ленты перекрывающимися точками при помощи регулируемых импульсов тока (до 14 кА). При этом восстанавливаемая деталь и сварочные ролики охлаждают водой, что обеспечивает закалку наносимого слоя металла. При помощи данной установки можно вести также приварку металлокерамических твердых сплавов под слоем металлической ленты, материал которой служит при этом связкой. Особенностью конструкции установки является бесступенчатое регулирование частоты вращения и скорости подачи, обеспечиваемое тиристорными электроприводами постоянного тока. При помощи установки можно восстанавливать детали диаметром 20…150 мм и длиной до 1200 мм. Толщина приваренного слоя может регулироваться в пределах 0,3…1,2 мм и определяется толщиной присадочной ленты. Широкий диапазон частоты вращения шпинделя (0,15…15 мин-1) и скорости перемещения сварочной головки (4,5…450 мм/мин) позволяет выбирать наиболее оптимальные режимы наплавки. Производительность установки достигает 100 см2/мин.
Для восстановления рабочих поверхностей наиболее дорогостоящих деталей двигателей внутреннего сгорания разработана гамма специализированных, высокопроизводительных установок для контактной приварки компактного и порошкообразного материала.
Установка ОКС-011-1-06 "Ремдеталь" предназначена для восстановления внутренней поверхности гильз цилиндров автомобильных и тракторных двигателей приваркой ленты или порошка, а также может быть использована для закалки гильз. Деталь в процессе приварки вращается, а сварочные клещи имеют продольное перемещение.
Для восстановления опор блоков цилиндров под коренные шейки коленчатых валов служит установка ОКС-011-1-11 "Ремдеталь". Особенностью конструкции установки является использование вращающейся сварочной головки и поворотного стола, имеющего продольную подачу. Это позволяет восстанавливать также отверстия (диаметром 80…300 мм и глубиной до 350 мм) в других крупногабаритных корпусных деталях.
Установка ОКС-011-1-08 "Ремдеталь" предназначена для восстановления внутренних поверхностей верхней головки шатунов диаметром от 55…150мм, а также стаканов подшипников и других деталей. Приварка слоя осуществляется импульсами тока определенной длительности и силы. Время прохождения сварочного тока регулируется прерывателем. Работа на установке производится в полуавтоматическом режиме, производительность достигает 60 см2/мин. Благодаря охлаждению водой нагрев и деформация деталей отсутствуют.
Кроме перечисленных выше разработаны также установки для восстановления клапанных гнезд головок цилиндров наваркой порошкообразным материалом, для восстановления зубьев шестерен гидронасосов и другие специализированные устройства.
Дата добавления: 2015-12-26; просмотров: 3091;