Процесс электроконтактной приварки.
Электроконтактная приварка металлического слоя имеет значительные преимущества по сравнению с традиционными способами наплавки (под флюсом, в защитных газах, порошковыми проволоками). Важнейшими ее преимуществами являются: отсутствие нагрева восстанавливаемых деталей; повышение производительности процесса в 2…3 раза; снижение расхода металла в сравнении с электродуговой наплавкой в З…4 раза; возможность использования для приварки материала в виде ленты, проволоки и порошка; одновременная с приваркой закалка нанесенного слоя материала. При контактной приварке отсутствует выгорание легирующих элементов в наплавленном слое, улучшаются санитарно-гигиенические условия труда.
Исследователями установлено, что 70…80 % деталей автомобилей, тракторов и других машин выбраковывают при износах до 0,3 мм, а у двигателей число деталей с таким значением износа достигает 90 %. Контактная приварка позволяет проводить регулируемую по толщине приварку металлического слоя в пределах 0,1…1,5 мм, что значительно уменьшает припуски на механическую обработку. Поэтому восстановление деталей определенной номенклатуры электроконтактной приваркой металлического слоя является одним из лучших вариантов малоотходной технологии.
Сущность процесса восстановления заключается в приварке мощными импульсами тока к изношенной поверхности детали компактных (лента, проволока) или порошковых материалов. Процесс отличается тем, что в сварочной точке, образующейся от действия импульса тока, происходит соединение основного (деталь) и присадочного металлов. Сплошная приварка металлического слоя происходит в результате воздействия сварочных импульсов, образующих сварочные точки, которые перекрывают друг друга вдоль и между рядами. При этом металл ленты расплавляется только в тонком поверхностном слое в месте ее контакта с восстанавливаемой деталью.
Процесс контактной приварки ленты (рис. 12.37) осуществляется совместным деформированием привариваемой ленты и поверхностного слоя основного металла (деталь), нагретых в зоне деформации до пластического состояния короткими 0,02…0,16 сек импульсами тока 4…30 кА. Перекрытие сварочных точек между собой достигается вращением деталей со скоростью, пропорциональной частоте импульсов тока, и продольной подачей цилиндрических электродов.
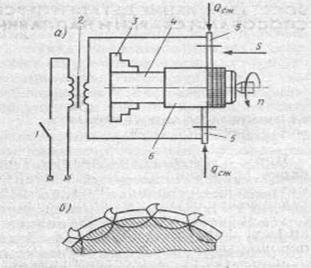
Рис. 12.37. Схема электроконтактной приварки ленты на деталь типа вал (а) и перекрытия сварочных точек (б):
1 – прерыватель тока; 2 – трансформатор; 3 – патрон для крепления детали; 4 – восстанавливаемая деталь; 5 – роликовые электроды; 6 – привариваемая лента.
Электроконтактная приварка ленты к цилиндрической поверхности детали характеризуется следующими параметрами: импульсами тока (Jсв), продолжительностью импульса (tсв), усилием сжатия электродов (Осж), частотой вращения шпинделя (п) и подачей сварочных электродов.
Чтобы обеспечить требуемый высококачественный уровень восстановления деталей необходимым условием является образование в сварочной точке общих зерен (для однородных или близких по химическому составу соединяемых материалов) или новых фаз (для сварки разнородных материалов). Прочностные свойства сварного соединения, содержащего вновь образованные фазы, определяются свойствами этих фаз. При оптимальных параметрах электроконтактной приварки прочность соединения основного (деталь) и присадочного (лента) материалов достигает значений, соизмеримых с прочностью одного из соединяемых материалов. В этом случае разрушение образцов происходит не по зоне соединения, а по наименее прочному основному или присадочному материалу.
Дата добавления: 2015-12-26; просмотров: 2036;