Контактные устройства массообменных колонн
На контактных устройствах колонны происходит смешивание неравновесных складов газа и жидкости сопровождается тепло- и массообменом, достижением равновесия и протеканием процесса разделения газовой или жидкостной системы на отдельные компоненты.
В колонных аппаратах применяются сотни различных конструкций тарельчатых и насадочных контактных устройств, которые существенно отличаются по своим характеристикам и технико-экономическими показателями. При этом в эксплуатации находятся наряду с современными конструкциями контактные устройства таких типов, которые, хотя и обеспечивают получение целевых продуктов, уже морально устарели и не могут быть рекомендованы для современных и перспективных производств.
Область применения контактных устройств определяются свойствами разделяемых смесей, рабочим давлением в аппарате, нагрузками по газу и жидкости и т.п.
К контактным устройствам предъявляются следующие требования:
- Требуемая производительность, широкий диапазон рабочих нагрузок по газу и жидкости;
- Низкое гидравлическое сопротивление (особенно в вакуумных колоннах);
- Высокий коэффициент полезного действия (для тарелок) или низкая высота, эквивалентная теоретической тарелке (для насадок);
- Возможность работы на средах, склонных к образованию смолистых или других отложений, загрязненных веществах;
- Низкая материалоемкость;
- Простота конструкции;
- Удобство изготовления, монтажа и ремонта.
Тарелка - тип контактного устройства, на котором осуществляется контакт газовой и жидкой фазы. При этом газ большой скоростью проходит через слой жидкости, которая находится на тарелке, происходит его дробление на мелкие пузырьки и струи.
В тарельчатых колонне этот контакт дискретно осуществляется на каждой тарелке, после чего обе фазы разделяются и вступают в новый контакт на смежных тарелках - газ на размещенную выше, а жидкость - на размещенную ниже.
Тарельчатые контактные устройства классифицируют по следующим признакам.
В зависимости от конструкции устройств для ввода газа в жидкость различают решетчатые, ситчатые, колпачковые, клапанные и другие типы тарелок.
По способу организации относительного направления движения потоков тарелки охватывают все типы, которые указаны в классификации массообменных колонн (рисунок 198).
- Противоточные тарелки - решетчатые, ситчатые, волнистые и т.д.;
- Прямоточные тарелки - вихревые, центробежные, с вращающимся клапаном и т.д.;
- Тарелки с перекрестным движением потоков - колпачковые, клапанные, ситчасто-клапанные, «Глитч» и т.д.;
- Перекрестно-прямоточные тарелки - жалюзи-клапанные, клапанные прямоточные и т.п.
Контакт между жидкой и газовой фазами осуществляется главным образом по схемам перекрестного движения (тарелки с переливными устройствами) или противотока (провальные тарелки).
Тарелки с перекрестным движением потоков, в свою очередь, подразделяются на следующие виды:
- Тарелки с постоянным свободным сечением для прохода газа (ситчатые, колпачковые и т.д.);
- Тарелки с регулируемым сечением для прохода газа (клапанные, колпачково-клапанные и т.д.).
В качестве рабочих элементов тарелки, которые применяются для ввода пара в жидкость, могут быть использованы просечки, клапаны, язычки различных типов (рисунок 200).
Для повышения эффективности взаимодействия фаз предпочитают перекрестном или противоточном движения потоков. Оптимальное сочетание указанных типов движения обеспечивает реализацию наиболее высоких эксплуатационных показателей тарельчатых контактных устройств.
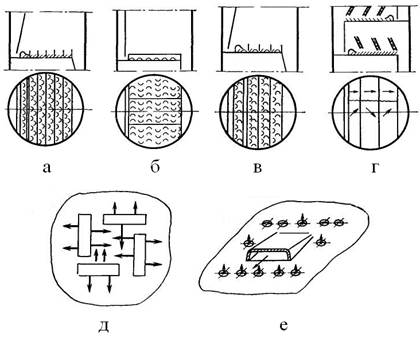
Рисунок 200 - Способы локализации прямоточного движения фаз в зоне контакта: а - установка вертикальных поперечных секционированных перегородок; б - введение газа в направлении, поперечном направлению потока жидкости и установка продольных перегородок; в - введение газа в направлении, продольном и поперечном направлению потока жидкости и установка вертикальных поперечных перегородок; г - установка наклонных отбойных устройств с прямоточным (верхняя часть) и прямоточно-переменным (нижняя часть) направлением движения жидкости и газа; д - введение пара по взаимно пересекающихся направлениях для группы из четырех клапанов; е - применение прямоточного элемента и ситчатього полотна (сочетание элементов с прямоточным и перекрестным движением)
По характеру диспергирования взаимодействующих фаз и гидродинамического режима работы различают тарелки барботажного, струйного и вихревого типов.
Эти режимы контакта определяются конструктивным устройством тарелки.
На тарелках барботажного типа создается такой режим взаимодействия фаз, когда газ является дисперсной фазой, а жидкость сплошной фазой; пар диспергируется в жидкости и на полотне тарелки образуется слой пены, в которой осуществляется процесс массообмена между фазами. Элементы конструкции таких контактных устройств (колпачки, клапаны, отверстия) создают в слое жидкости движение газа почти в вертикальном направлении, контакт фаз осуществляется по схеме перекрестного движения потоков.
Барботажный режим имеет место при относительно небольших скоростях пара. Тарелки барботажного типа могут работать в нескольких режимах в зависимости от скорости пара и плотности орошения. Эти режимы отличаются структурой барботажного слоя, в основном определяет его гидравлическое сопротивление и высоту, а также величину поверхности контакта фаз.
Пузырьковый режим наблюдается при небольших скоростях газа, когда он движется сквозь слой жидкости в виде отдельных пузырьков. При этом поверхность контакта фаз на тарелке невелика.
С увеличением расхода газа, который выходит из отверстия, отдельные пузырьки сливаются в сплошной поток, которая на определенном расстоянии от места окончания разрушается с образованием большого количества пузырьков. При этом на тарелке возникает двухфазная дисперсная система - пена. Контактирование газа и жидкости происходит на поверхности пузырьков и струй пара, а также на поверхности капель жидкости, которые в большом количестве образуются при выходе пузырьков пара с барботажного слоя и разрушении их оболочек. При пенном режиме поверхность контакта фаз на барботажных тарелках максимальная.
В зависимости от величины нагрузок по газу и жидкости в пределах этого режима выделяют следующие случаи:
- Неравномерный режим, когда только часть жидкости на полотне тарелки пронизывается газом;
- Равномерный режим, когда на всей площади тарелки происходит интенсивный барботаж.
Среди барботажных можно выделить тарелки с ограниченным и свободным зеркалом барботажа (рисунок 201). В тарелках с ограниченным зеркалом барботажа (рисунок 201, а) часть поверхности жидкости (примерно от 50 до 75%) занята устройствами для ввода пара в жидкость (колпачками). В тарелках со свободным зеркалом барботажа (рисунок 201, б) устройства для ввода пара в жидкость размещены практически на одном уровне с полотном тарелки (отверстия, клапаны, язычки и т. п.). Поэтому площадь для выхода пара из жидкости составляет примерно 70-90% рабочей площади тарелки.
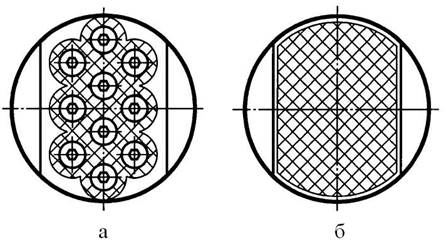
Рисунок 201 - Схемы барботажных тарелок: а - с ограниченным зеркалом барботажа б - со свободным зеркалом барботажа
На тарелках струйного типа создается режим, возникающий при больших скоростях газа, когда жидкость становится дисперсной фазой, а газ - сплошной. Контакт между фазами при этом осуществляется на поверхности капель и струй жидкости, выходящих на верхнюю часть жидкостного слоя, не разрушаясь, и движутся в потоке газа в пространстве между тарелками с высокой скоростью, создавая большое количество крупных брызг.
При струйном режиме контакт между газом и жидкостью осуществляется в прямоточном движении.
В рамках этого режима величины нагрузок по газу и жидкости также влияют на движение фаз, выделяя такие случаи:
- Факельный режим, когда струи газа прорываются сквозь слой жидкости и выходят на ее поверхность;
- Режим уноса, когда значительная часть жидкости увлекается потоком газа и перебрасывается на размещенную выше тарелку.
Тарелки вихревого типа характеризуются интенсивным контактом газа и жидкости в осесимметричном спиралеподобном газовом потоке, который создается различными разгонными элементами, тангенциальным вводом газа в зону контакта с жидкостью или вихревыми элементами в центробежных патрубках.
По способу передачи жидкости различают тарелки провальные, со специальными переливными устройствами и комбинированные.
В тарелках провального типа (решетчатые, дырчатые и т.д.) газ и жидкость проходят через одни и те же отверстия (каналы), при этом места стока жидкости и прохода паров перемещаются по площади тарелки случайным образом (рисунок 202). Провальные тарелки применяются значительно реже, чем переливные. Основные их преимущества - простота изготовления и монтажа, высокая производительность, особенно при больших нагрузках по жидкости. К недостаткам относят относительно небольшой диапазон устойчивой работы, однако в оптимальном режиме они обеспечивают достаточно высокое качество разделения.
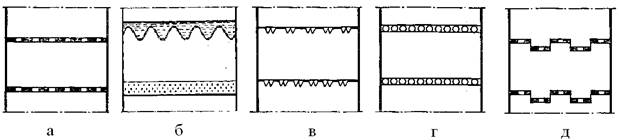
Рисунок 202 - Схемы тарелок провального типа: а - из плоского листа; б - волнистая (гофрированная); в - с отогнутыми кромками щелей; г - трубчато-решетчатая; д – ступенчатая
На тарелках со специальными переливными устройствами (колпачки, клапанные и т.д.) жидкость перетекает с тарелки на тарелку отдельно от потока газа через специальные каналы (рисунок 203).
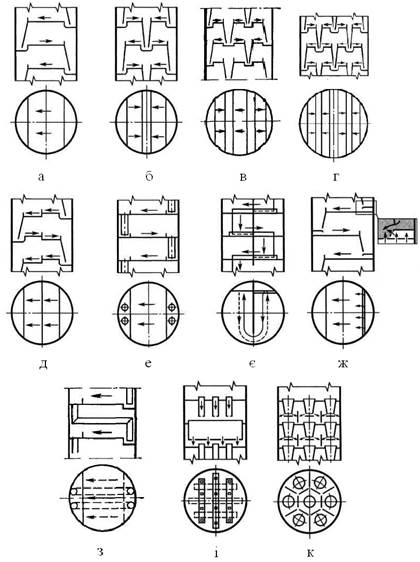
Рисунок 203 - Схемы тарелок с переливными устройствами: а – однопоточная; б - двухпоточная; в – трёхпоточная; г – четырёхпоточная; д - многосливная, е - каскадная; є - с переливными трубами; ж - с кольцевым движением жидкости на тарелке; з - тарелка NYE фирмы «Глитч»; і - с двумя зонами контакта к - с однонаправленным движением жидкости на смежных тарелках
Переливные устройства различаются по способу сепарации двухфазного потока, по конструкции и способа ввода жидкости на тарелку с перелива, по способу создания гидрозатвора, форме переливного канала и по способу введения жидкости (рисунок 204, 205).
В зависимости от диаметра аппарата тарелки выполняют со сплошным полотном или разборной конструкции.
При сравнительно небольших диаметрах аппаратов применяют тарелки неразборной конструкции со сплошным полотном.
Тарелки разборной конструкции (рисунок 206) собирают из отдельных полотен, ширина которых позволяет заносить их в колонну через люки.
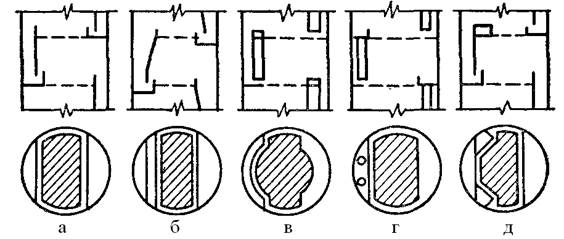
Рисунок 204 - Варианты конструкции переливного устройства: а - сегментные с прямыми переливными перегородками; б - сегментные с наклонными сливными перегородками за углубленным дном сливного кармана; в – арочные; г - из труб; д - сегментные с фигурной переливной планкой
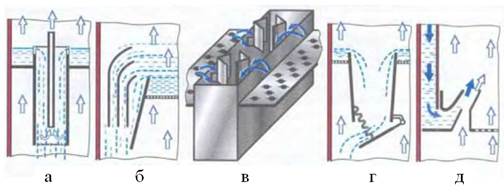
Рисунок 205 - Варианты конструкции переливного устройства: а - с дегазацией жидкости; б - с инерционной и центробежной сепарацией; в - с деаэратором жидкости; г - с клапанным гидрозатвором; д - с инжектором
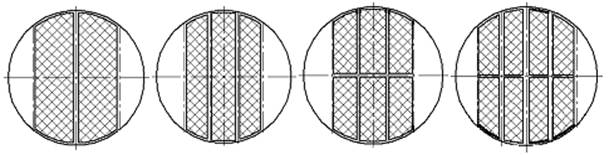
Рисунок 206 - Варианты размещения секций тарелки при увеличении диаметра колонного аппарата
Расстояние между тарелками (шаг тарелок) в колонне устанавливают с учетом следующих факторов:
- Сепарации брызг жидкости из газового потока, выходящего из барботажного слоя и сокращения за счет этого вынесения жидкости на размещенную выше тарелку;
- Возможности доступа человека в пространство между тарелками при ремонте и осмотре тарелок.
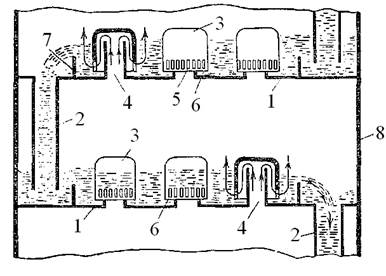
Рисунок 207 - Тарелка с круглыми (капсульными) колпачками:1 - перфорированное полотно; 2 - сливной патрубок; 3 – колпачок; 4 - паровой патрубок; 5 - проемы (щели) или зубцы колпачка; 6 - кольцевое пространство; 7 - переливная планка; 8 - корпус колонны
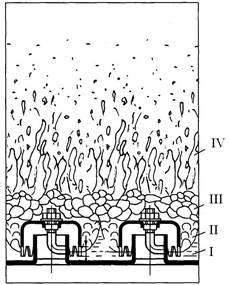
Рисунок 208 - Схема барботажа на колпачковой тарелке
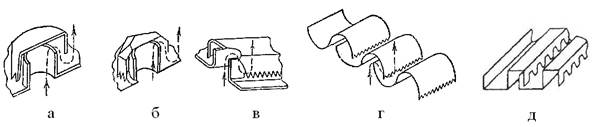
Рисунок 209 - Типы колпачков: а – круглый; б - шестигранный; в – прямоугольный; г – желобчатый; д - S-образный
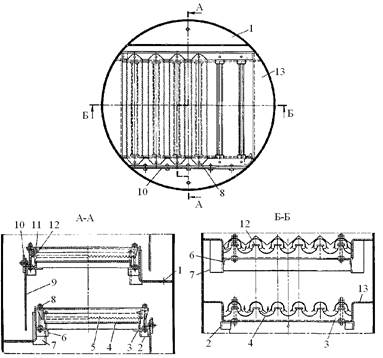
Рисунок 210 - Тарелка с желобчатыми колпачками:1 - сегментный сливной письмо; 2 - металлический профиль углового типа; 3, 6,7 - опорный металлический профиль углового типа; 4 – желоб; 5 – колпачок; 8, 11 – шпилька; 9 - переливная перегородка; 10 - сливная планка; 12 – шайба; 13 - глухой сегмент
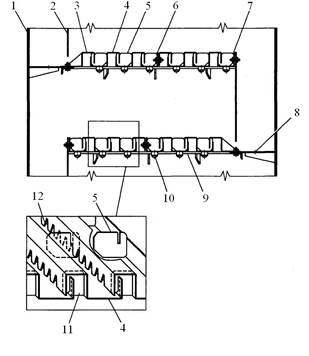
Рисунок 211 - Тарелка из S-образных элементов: 1 - корпус колонны; 2 - сливная перегородка; 3 - паровой (газовый) элемент; 4 - S-образный элемент; 5 - поперечная перегородка; 6 - разъемный S-образный элемент; 7 - жидкостный элемент; 8 - отверстие для слива жидкости; 9 - опорное кольцо; 10 – струбцина; 11 – заглушка; 12 - прорезь в S-образном элементе
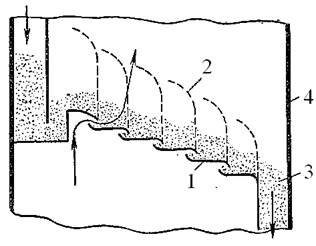
Рисунок 212 - Каскадная тарелка: 1 - S-образный желоб; 2 - решетчатая перегородка; 3 - сливной патрубок; 4 - корпус колонны
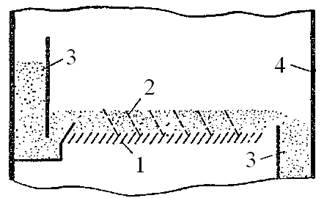
Рисунок 213 - Тарелка Бентури:1 – лопатка; 2 - перфорированная перегородка; 3 - сливной патрубок; 4 - корпус колонны
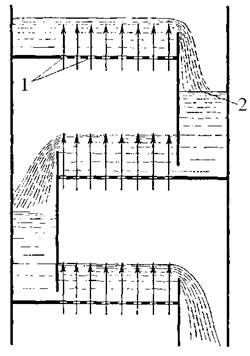
Рисунок 214 - Ситчатые тарелки: 1 - отверстия 2 - перелив
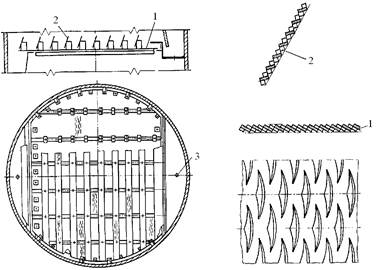
Рисунок 215 - Ситчатые тарелки с отбойными элементами: а - общий вид; б - элемент тарелки из просечно-вытяжных листов; 1 - полотно тарелки; 2 - отбойный элемент; 3 - дренажное отверстие
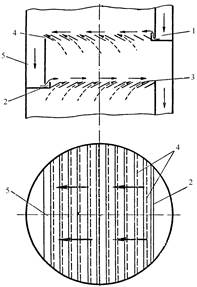
Рисунок 216 - Пластинчатая тарелка:1 - гидравлический затвор; 2 - переливная перегородка; 3 – тарелка; 4 – пластины; 5 - сливной карман
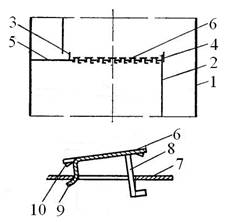
Рисунок 217 - Клапанная тарелка:1 - корпус колонны; 2 - стенка переливного кармана; 3 - подпорная перегородка; 4 - сливная перегородка; 5 - приемная карман; 6 – клапан; 7 - полотно тарелки; 8 - длинная ограничительная ножка; 9 - короткая ограничительная ножка; 10 – выступ, обеспечиваощий начальный зазор под клапаном
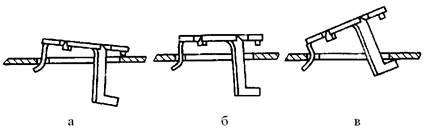
Рисунок 218 - Схема работы клапана при нагрузках по газу: а – малой; б – средней; в - большой
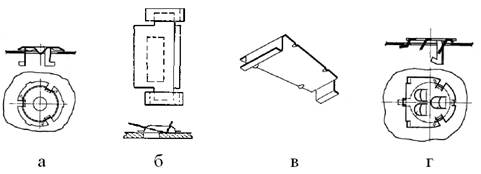
Рисунок 219 - Варианты конструкции клапанов: а – дисковый; б - прямоугольный (пластинчатый); в – трапециевидный; г - дисковый перфорированный
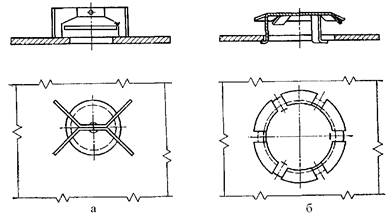
Рисунок 220 - Разновидности регулирования подъема клапана: а - кронштейн, который закрепляется над клапаном («Флекситрей»); б - ограничительные L-образные ножки, загнутые под отверстием тарелки («Глитч»)
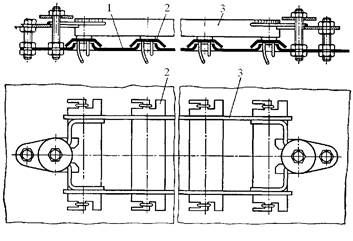
Рисунок 221 - Клапанная балластная тарелка: 1 - полотно тарелки; 2 – клапан; 3 - балласт
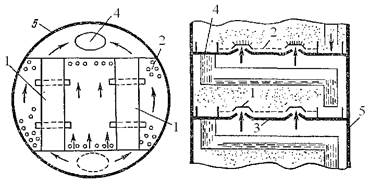
Рисунок 222 - Тарелка Веста: 1 - туннельный колпачок; 2 - перфорированный лист; 3 – поддон; 4 - сливной стакан; 5 - корпус колонны
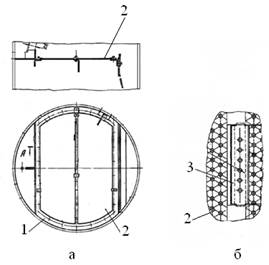
Рисунок 223 - Ситчато-клапанная тарелка: а - общий вид; б - устройство полотна; 1 - опорная рама; 2 - ситчатая секция тарелки; 3 - клапан
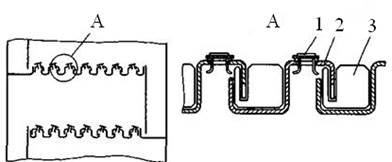
Рисунок 224 - S-образная тарелка с клапанами:1 – клапан; 2 - S-образный элемент; 3 - пластина
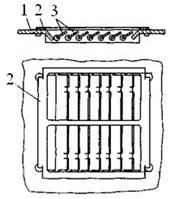
Рисунок 225 - Элемент жалюзийно-клапанной тарелки: 1 – тарелка; 2 – рамка; 3 - клапан-жалюзи
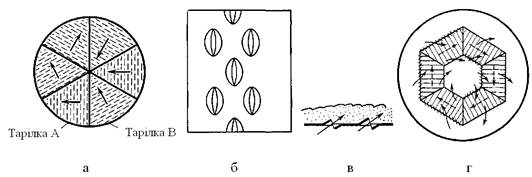
Рисунок 226 - Тарелка Киттеля: а - общий вид; б - конфигурация проемов; в - направление движения газа; г - многоугольная тарелка Киттеля
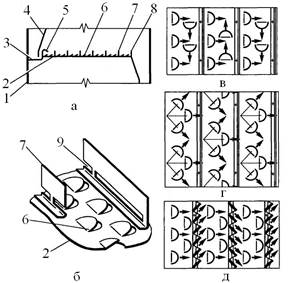
Рисунок 227 - Струйно-направленная тарелка: а - общий вид; б - схема контактной зоны; в - введение части потока газа поперек потока жидкости; г - введение части потока газа под углом к потоку жидкости; д - установка поперечных перегородок в форме гребенки; 1 - корпус колонны; 2 - полотно тарелки; 3 - переливной карман; 4 - стенка переливного кармана; 5 - подпорная перегородка; 6 - лепесток (язычок); 7 - вертикальная перегородка; 8 - сливная перегородка; 9 - проем в вертикальной перегородке
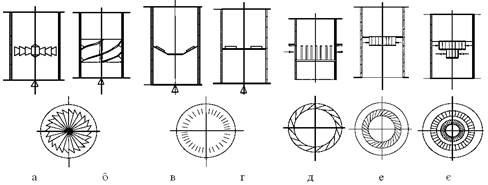
Рисунок 228 - Схемы вихревых контактных ступеней с различными типами завихрителя: а – лопастной; б - ленточный; в, г - осевые многолопастные; д-е - тангенциальные
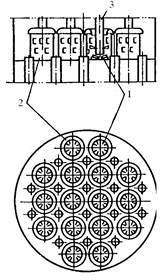
Рисунок 229 - Вихревая тарелка:1 - лопастной завихритель 2 - сепарационная обечайка; 3 - переточная труба с отражателем
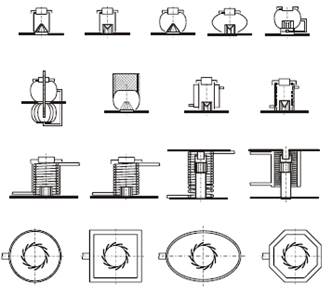
Рисунок 230 - Конфигурации завихрителей
В отличие от тарелок, где происходит ступенчатое контакта между газовой и жидкой фазами, в насадках контакт газа и пленки жидкости непрерывный вдоль всей высоты слоя контактного устройства.
Основными конструктивными характеристиками насадки является ее удельная поверхность и свободный объем.
Удельная поверхность насадки - суммарная поверхность насадок тел в единице объема аппарата, занимающегося насадкой. Чем больше удельная поверхность насадки, тем выше эффективность колонны, но ниже производительность и более гидравлическое сопротивление.
Свободный объем насадки - суммарный объем пустот между насадочных телами в единице объема, который занимается насадкой. Чем больше свободный объем насадки, тем выше ее производительность и меньшее гидравлическое сопротивление, однако при этом снижается эффективность работы насадки.
Интенсивность процесса массопередачи при контакте газовой и жидкой фаз достигается подбором насадки надлежащих размеров. С увеличением размеров насадок тел увеличивается производительность колонны, снижается гидравлическое сопротивление, но одновременно уменьшается эффективность насадки. Чем мельче насадочные тела, тем лучше осуществляется контакт между газом и жидкостью, но тем выше гидравлическое сопротивление движения газа в колонне.
Насадка должна оказывать малое сопротивление газовому потоку, хорошо распределять жидкость, быть механически прочной и обладать коррозионной стойкостью в соответствующих средах при колебании температуры. Для уменьшения давления на поддерживающее устройство и стенки насадка должна иметь малую объемный вес.
Недостатками колонных аппаратов с насадочных контактными устройствами являются невысокие скорости газового потока, неравномерность орошения слоя насадки и возможность ее забивания при поступлении загрязненных газов и спекания при кислых свойствах газовой фазы.
Классификация насадок проводится по нескольким характеристикам.
В зависимости от материала, используемого для изготовления насадки, они подразделяются на металлические (из листа, сеток и с просечно-вытяжного листа), керамические, пластмассовые, стеклянные, стеклопластиковые и др.
В связи с тем, что в некоторых процессах (абсорбция углеводородных газов) наблюдалось спекание керамических насадок и выщелачивания, что приводит к разрушению, в последнее время все шире применяют металлическую насадку, а также полимерные насадки.
По способу изготовления элементы насадки бывают штампованные, литые, катаные, полученные методом экструзии и т. п.
В зависимости от способа укладки в колонне выделяют нерегулярные (загружены в навал), регулярные и комбинированные типы насадок.
Загрузка насадок в навал осуществляют одним из приведенных на рисунке 231 способов. Более равномерное распределение жидкости по сечению колонны обеспечивает способ загрузки, показанный на рисунке 231, в. В результате в колонне образуется сложная пространственная структура, обеспечивающая значительную поверхность контакта фаз.
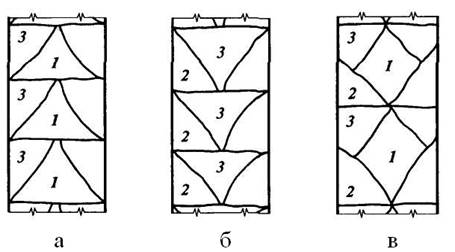
Рисунок 231 - Способы засыпки насадки в колонну: 1 - слой, засыпанный по центру колонны; 2 - слой, засыпанный от стенок колонны; 3 - дополнительная засыпка до горизонтального уровня
В качестве насыпных насадок используют твердые тела, которые различаются формой (кольца, полукольца, седловидный формы, сферические), размером, наличием на поверхности дополнительных элементов турбулизации потоков (лепестков, просечек) и перфорации.
Насадки нерегулярного типа имеют существенный недостаток - неравномерное распределение контактирующих фаз по высоте слоя. Через хаотическое распределение насадочных тел в объеме насадки образуются избирательные каналы, по которым обычно проходит газ или жидкость.
Указанный выше недостаток насадок нерегулярного типа устраняется в конструкциях насадок регулярного типа, которые представляют собой заключенные регулярно насадочные элементы или пространственные структуры. Расположение элементов в определенном порядке обеспечивает равномерное распределение контактирующих фаз по площади колонны и позволяет получить высокую эффективность массопередачи и одновременно низкое гидравлическое сопротивление.
Регулярную насадку разделяют на две группы - с индивидуальной укладкой и блочные. Регулярная насадка с индивидуальной укладкой состоит из отдельных элементов (кольца, треугольные призмы с постоянным или переменным по высоте сечением), которые располагают в корпусе колонны слоями. В смежных по высоте слоях для предотвращения образования сквозных каналов они смещены друг относительно друга. Для упрощения монтажа такой насадки отдельные элементы могут быть предварительно собраны в контейнеры, которые затем устанавливают в корпусе колонны. Широкое применение в промышленности насадки с индивидуальной укладкой не получили, так как это резко увеличивает трудоемкость и себестоимость монтажа.
Блочная регулярная насадка может проектироваться из сеток, просечно-вытяжных листов, гофрированных и регулярно деформированных листов, а также рулонованих материалов.
Повышение эффективности массообмена и увеличение производительности насадочных колонн может быть достигнуто в результате комбинирования различных видов насадок (регулярной листовой и насыпной насадки и т.д.). Особое значение приобретает использование разных насадок в одном аппарате при разработке тех колонн, в которых нагрузка по взаимодействующим фазам и диаметр значительно изменяются по высоте аппарата (деэтанизатор, абсорбционно-отпарная колонна и т.д.) Использование нескольких типов насадок по высоте колонны позволяет запроектировать аппарат постоянного диаметра при наличии широкого интервала изменения нагрузок по фазам. Возможны сочетания конструкции тарелок и насадок, чередование которых позволяет использовать преимущества этих систем и уменьшить недостатки при распределении фаз: слой насадки уменьшает образование пене в системы, тарелки - поперечную неравномерность распределения жидкости.
В зависимости от скорости движения газа, плотности орошения и сопротивления слоя орошаемой насадки различают четыре режима работы аппаратов и движения фаз в насадочных колоннах (рисунок 232).
Пленочный режим работы массообменных колонн наблюдается на участке АВ при малых скоростях газа, небольших удельных расходах жидкости небольших плотностях орошения. В этом режиме жидкость равномерно смачивает насадку и стекает поверхностью насадки в виде тонкой пленки. Количество жидкости, которая задерживается в насадке, почти не зависит от скорости газа, процесс массопередачи между газовой и жидкой фазой происходит на поверхности пленки, поверхность контакта фаз в аппарате в этом случае принимают равной поверхности насадки смачивается. Обычно пленочному режиму работы соответствует ламинарный режим движения газа и жидкости в каналах слоя насадки.
По мере увеличения скорости движения газа и плотности орошения насадки происходит торможение стекающей жидкости восходящим потоком газа, в результате чего скорость движения жидкости уменьшается, толщина пленки на поверхности насадки и количество жидкости, которая содержится в насадке, увеличиваются, что приводит к нарушается спокойного движение пленки, появление завихрений пленки и образования мелкодисперсных брызг жидкости. Такой режим работы насадочных колонн называют режимом подвисания, он происходит на участке ВС и характеризуется высокими скоростями взаимодействия фаз. Обычно по мере увеличения скорости газа на участке ВС наблюдается турбулентный режим движения газа и жидкости в слое насадки, при этом в большей степени возрастает сопротивление слоя насадки.
С дальнейшим увеличением скорости движения газа при работе колонны в режиме подвисания в слое насадки происходит инверсия фаз - режим работы, когда сплошная газовая фаза разбивается на большое количество струй и пузырьков газа, которые барботируют через слой потока жидкости. В этом случае газовая фаза становится дисперсной, а поток жидкости - сплошной фазой. Работа колонных аппаратов в режиме подвисания характеризуется высокой интенсивностью массообмена. При скоростях газа, соответствующих положению точки С, в насадочной колонне наступает режим эмульгирования - образование газожидкостного пенного слоя. Режим эмульгирования развивается на участке CD по мере увеличения скорости газа и накопление жидкости в свободном объеме насадки.
В колонных аппаратах, работающих в режиме эмульгирования, даже при сравнительно небольших скоростях газа возрастает сопротивление насадки и усиливается продольное перемешивание жидкости уменьшает движущую силу процесса массопередачи. Скорость газа, при которой взаимодействие потоков переходит в режим эмульгирования, обычно считают верхней границей устойчивой работы колонны. Хотя режим эмульгирования соответствует максимальной эффективности работы насадочных колонн, он отличается неустойчивостью, ибо рабочую скорость газа выбирают несколько меньшей скорости, соответствующей этому режиму.
При увеличении скорости газа больше значения, соответствующего положению точки D, в слое насадки наступает режим захлебывания и уноса жидкости потоком газа. Режим захлебывания характеризуется тем, что из-за высокого напора потока газа жидкость практически прекращает движение вниз и в виде газожидкостной системы движется вверх и выносится из аппарата. Работа колонн в режиме захлебывание практически не используется.
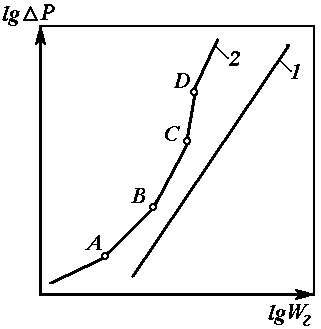
Рисунок 232 - Зависимость гидравлического сопротивления насадки от скорости газа в абсорбере:1 - сухая насадка; 2 - орошаемая насадка; Режимы работы: AB - пленочный; ВС - подвисания; CD - эмульгирования (инверсии фаз) D - точка начала уноса жидкости

Рисунок 233 - Основные типы нерегулярных насадок: а - кольца Рашига; б - кольца Рашига с оребрением; в - кольца Рашига с перегородками (кольца Лессинга); г - кольца Палля; д - призматическая насадка; е - насадка Ну-Рак; є - насадка Levapak; е - насадка Теллера; з - насадка Cascade Mini-Rings; і - седла Берля; к - седла Инталлокс
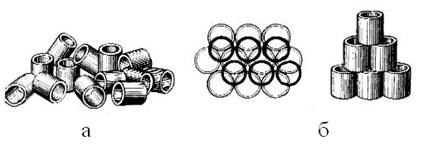
Рисунок 234 - Укладка кольцевой насадки: а – навалом; б - регулярно.
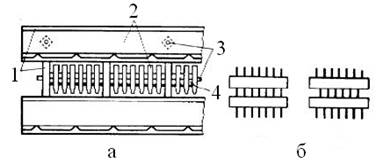
Рисунок 235 - Хордовая насадка: а - устройство насадки; б - схемы расположения решеток; 1 – рейка; 2 – доска; 3 – штырь; 4 – прокладка
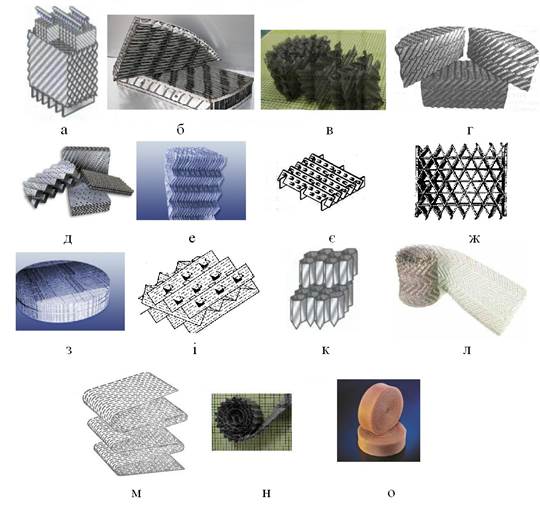
Рисунок 236 - Регулярные сетчатые насадки: а – плоскопараллельная; б - пластинчатая; в - «Зульцер»; г - «Инталлокс»; д - «Меллапак»; е - «Ваку-пак»; є - «Роли-пак»; ж - «Спрейпак»; з - «Кедр», и - «Перформ-Грид»; к - сотовый; л - «Гудлоу» (Панченкова); м - складчатый кубик; н - «Стедман»; о - «Матлифил»
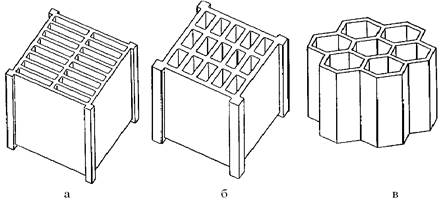
Рисунок 237 - Блочная насадка: а - щелевые блоки; б - решетчатые блоки; в - сотовые блоки
Дата добавления: 2015-12-26; просмотров: 35283;